Nutenfraesen (zyklus 3) – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 164
TNC 360
8-10
8
Zyklen
NUTENFRAESEN (Zyklus 3)
Start-Position in der Bearbeitungsebene
Positionieren Sie das Werkzeug in der Bearbeitungs-
ebene mit Radiuskorrektur R0 in die Mitte der
Nut (2. Seitenlänge) und um den Werkzeug-Radius
versetzt in die Nut (1. Seitenlänge).
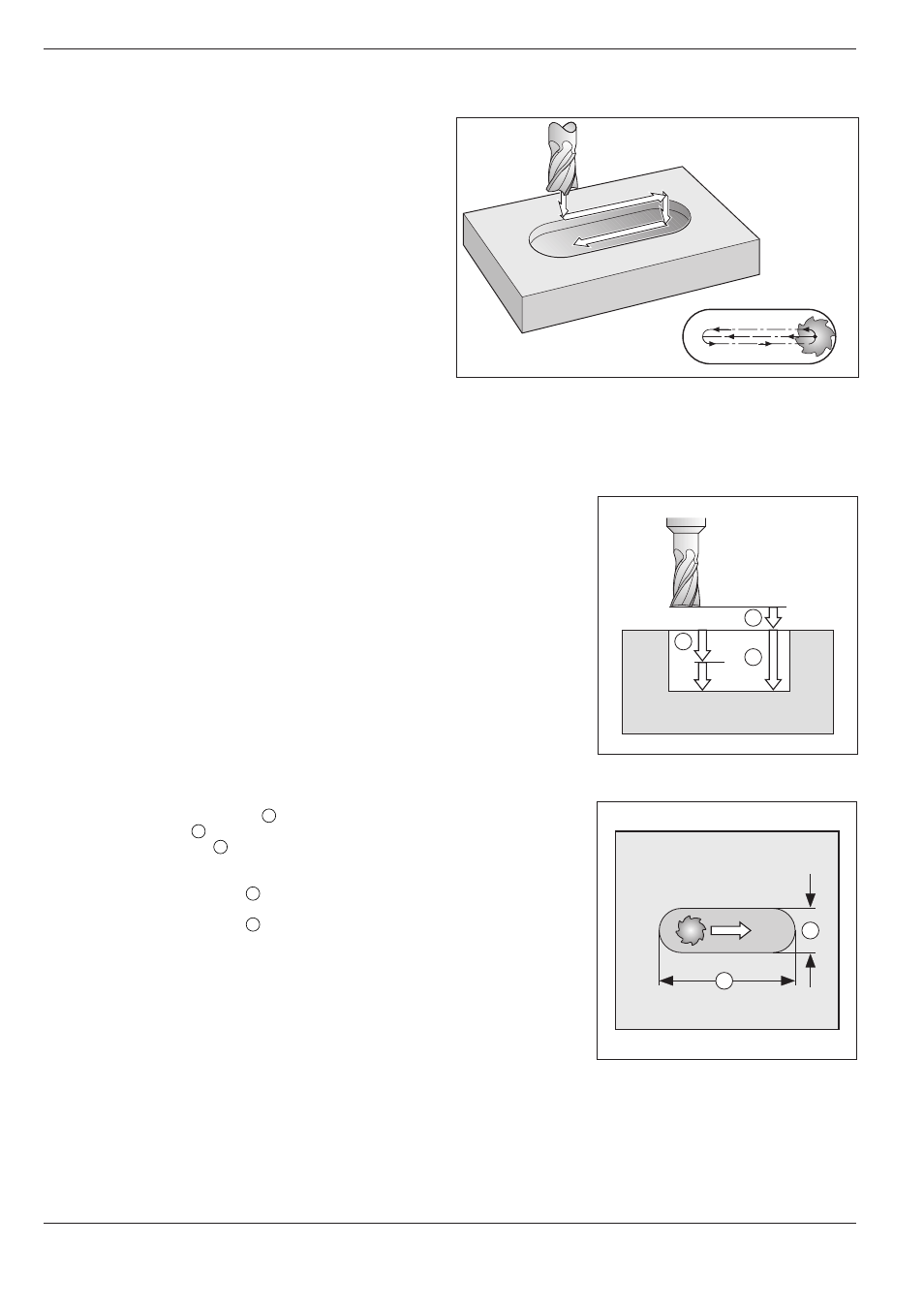
Zyklus-Ablauf
Schruppvorgang:
• Das Werkzeug sticht aus der Start-Position in
das Werkstück ein und fräst in Längsrichtung der
Nut
• Am Ende der Nut erfolgt eine Tiefenzustellung
und das Werkzeug fräst in Gegenrichtung.
Diese Schritte wiederholen sich, bis die program-
mierte Frästiefe erreicht ist
Schlichtvorgang:
• Am Fräsgrund wird das Werkzeug im Viertelkreis
um den verbleibenden Schlichtspan zugestellt.
Danach wird die Kontur im Gleichlauf (bei M3)
abgefahren
• Abschließend verfährt das Werkzeug im Eilgang
auf den Sicherheits-Abstand zurück.
Bei einer ungeraden Anzahl von Zustellungen
verfährt das Werkzeug im Sicherheitsabstand zur
Start-Position
Voraussetzungen
Der Zyklus erfordert einen Fräser mit einem Stirnzahn über Mitte schnei-
dend (DIN 844). Der Fräserdurchmesser darf nicht größer als die Nutbreite
und nicht kleiner als die Hälfte der Nutbreite sein.
Die Nut muß parallel zu einer Achse des aktuellen Koordinatensystems
liegen.
Eingaben
• Sicherheits-Abstand
A
• Frästiefe
B
: Tiefe der Nut
• Zustell-Tiefe
C
• VORSCHUB TIEFENZUSTELLUNG:
Verfahrgeschwindigkeit des Werkzeugs beim Einstechen
• 1. SEITENLÄNGE
D
:
Länge der Nut, 1. Schnittrichtung durch Vorzeichen festlegen
• 2. SEITENLÄNGE
E
:
Breite der Nut
• VORSCHUB:
Verfahrgeschwindigkeit des Werkzeugs in der Bearbeitungsebene
Abb. 8.4:
Zyklus-Ablauf NUTENFRAESEN
8.2
Einfachere Bearbeitungszyklen
E
D
Abb. 8.6:
Seitenlängen der Nut
Abb. 8.5:
Zustellungen und Abstände für
den Zyklus NUTENFRAESEN
A
B
C