HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 71
Advertising
TNC 360
4-6
4
Programmieren
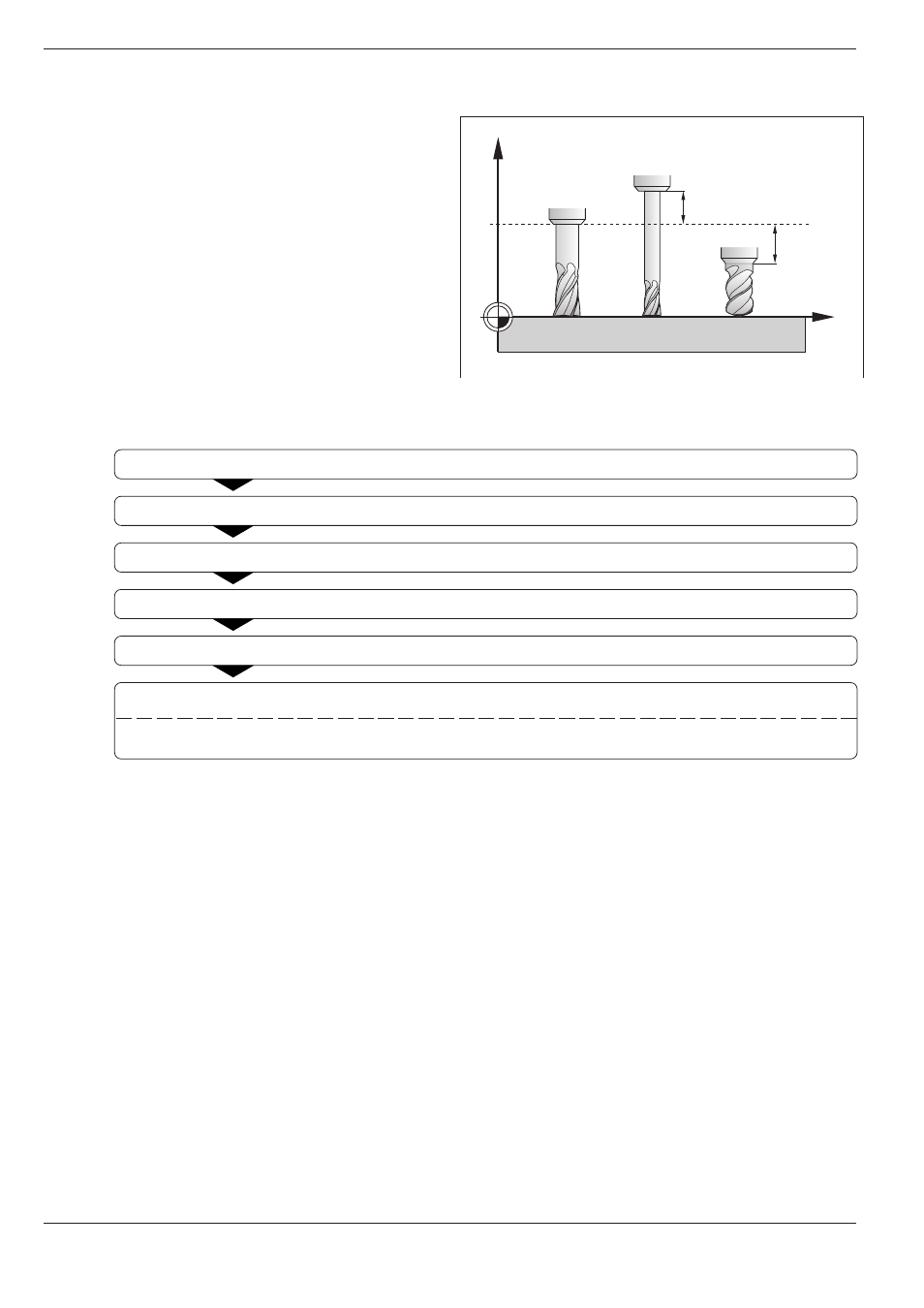
Werkzeug-Länge mit Null-Werkzeug bestimmen
Vorzeichen der Werkzeug-Längen L:
L > L
0
Werkzeug ist länger als das
Null-Werkzeug
L < L
0
Werkzeug ist kürzer als das
Null-Werkzeug
Null-Werkzeug auf Bezugs-Position in der Werkzeug-Achse verfahren (z. B. Werkstück-Oberfläche mit Z = 0)
Falls nötig: Bezugspunkt in der Werkzeug-Achse auf Null setzen
Werkzeug einwechseln
Werkzeug auf gleiche Bezugs-Position wie Null-Werkzeug verfahren
Korrekturwert für die Länge L des Werkzeugs wird angezeigt
Wert notieren und später eingeben
Wert mit der TNC-Funktion „Ist-Positions-Übernahme“ übernehmen (siehe S. 4-19)
Abb. 4.2:
Werkzeug-Länge durch Längen-Unterschied zum
Null-Werkzeug angeben
4.2
Werkzeuge
Z
X
L
0
L >0
1
L <0
2
Advertising