Programmlauf, Bearbeitungsprogramm ausführen, 2 programmlauf – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 62
TNC 360
3-3
3
Programm-Test und Programmlauf
Nur Betriebsart
PROGRAMMLAUF
EINZELSATZ
wiederholt
GOTO
0
ENT
I
I
3.2 Programmlauf
In der Betriebsart PROGRAMMLAUF SATZFOLGE führt die TNC ein
Bearbeitungsprogramm kontinuierlich bis zum Programmende oder bis zu
einer Unterbrechung aus.
In der Betriebsart PROGRAMMLAUF EINZELSATZ wird jeder Satz nach
Drücken der externen START-Taste einzeln ausgeführt.
Die folgenden TNC-Funktionen können für einen Programmlauf genutzt
werden:
• Programmlauf unterbrechen
• Programmlauf ab bestimmtem Satz
• Blockweises Übertragen sehr langer Programme von einem externen
Speicher
• Q-Parameter kontrollieren und ändern
• Grafische Simulation eines Programmlaufs
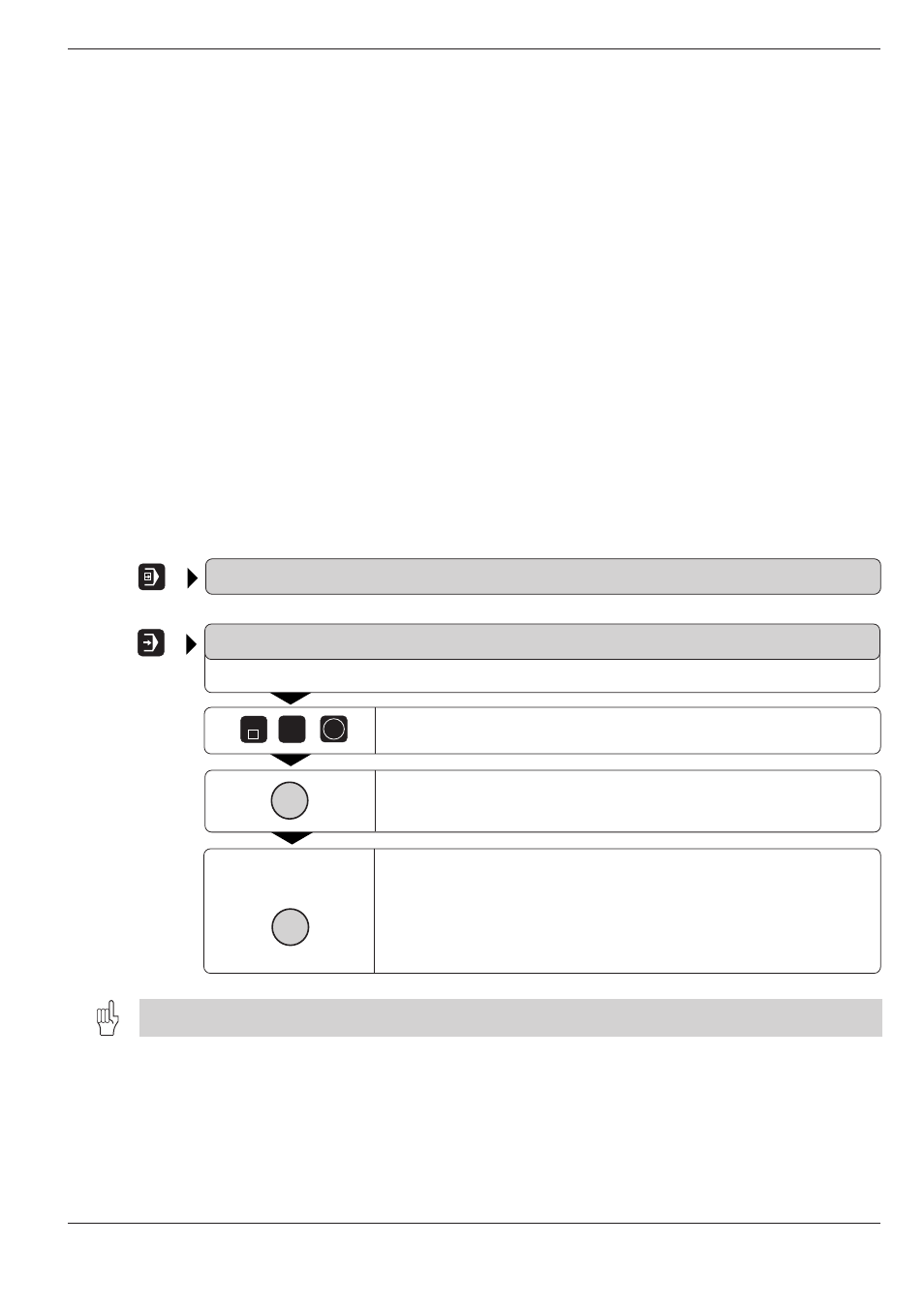
Bearbeitungsprogramm ausführen
Vorbereitung:
• Werkstück auf dem Maschinentisch aufspannen
• Bezugspunkt setzen
• Programm anwählen
PROGRAMMLAUF EINZELSATZ
oder
PROGRAMMLAUF SATZFOLGE
Bearbeitungsprogramm anwählen
Ersten Satz des Programms wählen
Bearbeitungsprogramm wird ausgeführt
Jeder Satz des Bearbeitungsprogramms wird einzeln ausgeführt
Vorschub und Spindeldrehzahl können mit den Override-Drehknöpfen geändert werden.