HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 167
8-13
TNC 360
8
Zyklen
8.2
Einfachere Bearbeitungszyklen
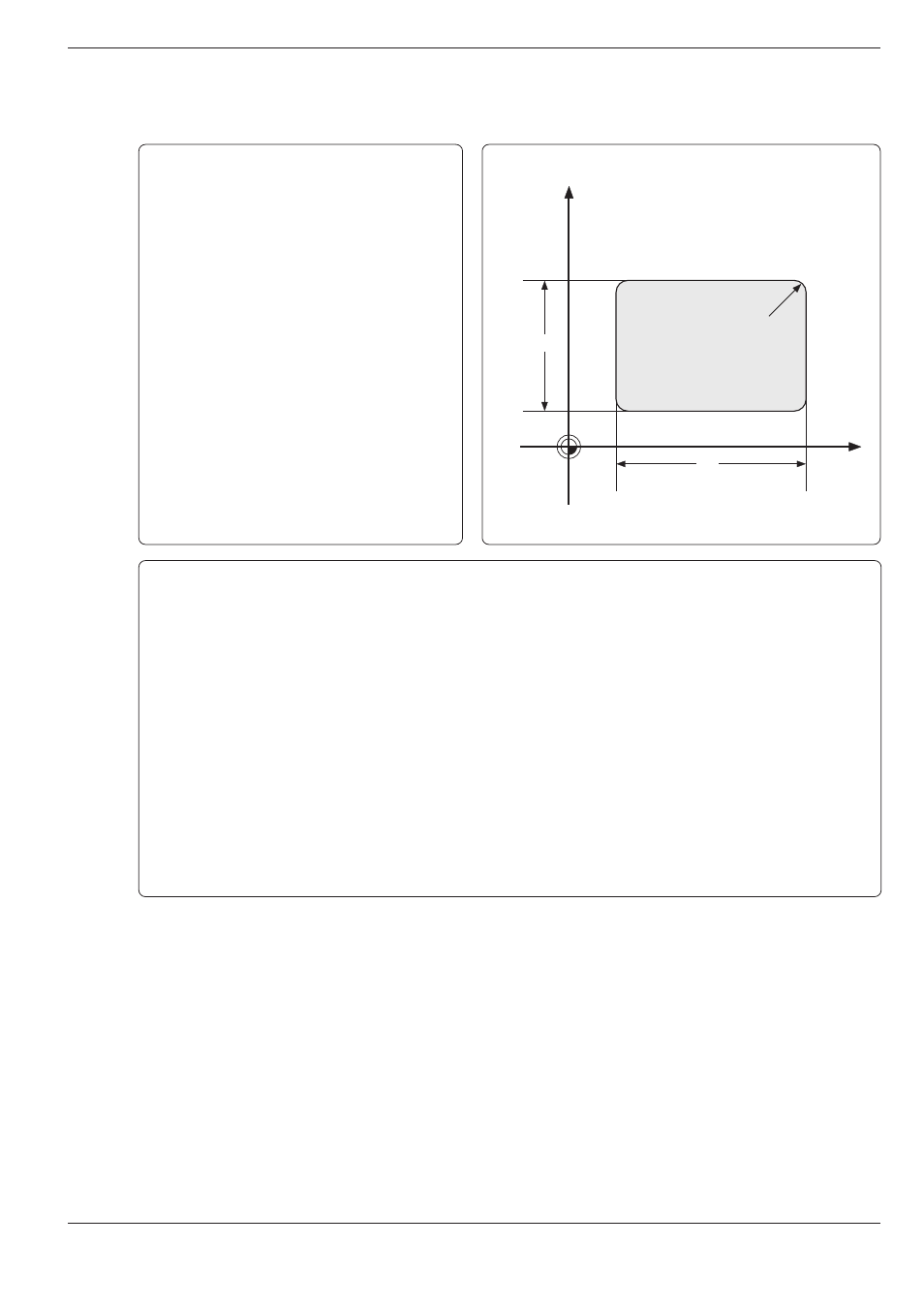
Y
X
20
100
15
55
80
40
R5
Übungsbeispiel: Rechtecktasche fräsen
Koordinaten der Taschenmitte:
X
= 60
mm
Y
= 35
mm
Sicherheits-Abstand:
2
mm
Frästiefe:
10
mm
Zustell-Tiefe:
4
mm
Vorschub Tiefenstellung:
80
mm/min
1. Seitenlänge:
80
mm
2. Seitenlänge:
40
mm
Fräsvorschub:
100
mm/min
Umlaufsinn der Fräserbahn:
+
Zyklus TASCHENFRAESEN im Bearbeitungsprogramm
0
BEGIN PGM 360813 MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+110 Y+100 Z+0.......................Achtung: BLK FORM geändert!
3
TOOL DEF 1 L+0 R+5
4
TOOL CALL 1 Z S1000
5
CYCL DEF 4.0 TASCHENFRAESEN
6
CYCL DEF 4.1 ABST –2 ...................................... Sicherheits-Abstand
7
CYCL DEF 4.2 TIEFE –10 .................................... Frästiefe
8
CYCL DEF 4.3 ZUSTLG –4 F80 ........................... Zustell-Tiefe und Vorschub Tiefenzustellung
9
CYCL DEF 4.4 X+80 ........................................... 1. Seitenlänge der Tasche
10
CYCL DEF 4.5 Y+40 ........................................... 2. Seitenlänge der Tasche
11
CYCL DEF 4.6 F100 DR+RADIUS 0 ................... Vorschub und Drehsinn der Fräserbahn
12
L Z+100 R0 FMAX M6
13
L X+60 Y+35 FMAX M3 ..................................... Vorpositionieren in X, Y (Taschenmitte), Spindel ein
14
L Z+2 FMAX ....................................................... Vorpositionieren in Z
15
CYCL CALL ......................................................... Zyklus-Aufruf
16
L Z+100 FMAX M2
17
END PGM 360813 MM