HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 119
5-35
TNC 360
5
Werkzeug-Bewegungen programmieren
5.5
Bahnbewegungen – Polarkoordinaten
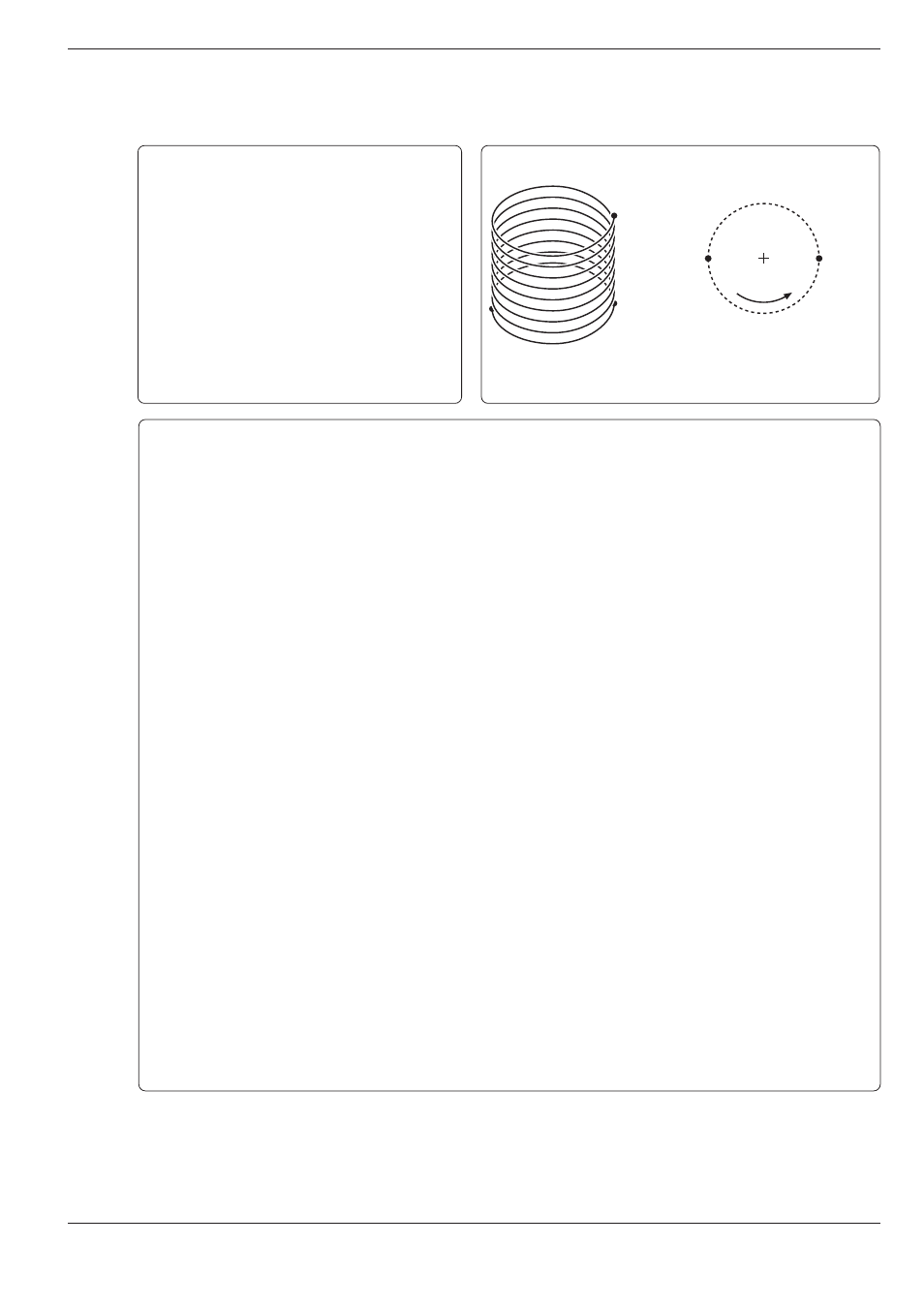
Übungsbeispiel: Gewindefräsen
Vorgaben
Gewinde:
Rechtsgängiges Innengewinde M64 x 1,5
Steigung P:
1,5 mm
Anfangswinkel A
S
:
0°
Endwinkel A
E:
360° = 0° bei Z
E
= 0
Anzahl Gänge n
G
:
8
Gangüberlauf
• am Gewindeanfang n
A
:
0,5
• am Gewindeende n
S
:
0,5
Anzahl Schnitte:
1
Bestimmung der Eingabewerte
• Gesamthöhe h:
h = P
.
n
P = 1,5 mm
n = n
S
+ n
A
+ n
E
= 8 + 0,5 + 0,5 = 9
h = 1,5 mm
.
9 = 13,5 mm
• Inkrementaler Polarkoordinaten-Winkel IPA:
IPA = n
.
360°
n = 9 (siehe Gesamthöhe h)
IPA = 360°
.
9 = 3240°
• Anfangswinkel A
S
mit Gangüberlauf n
S
n
S
= 0,5
n = 1 = 360°, n = 0,5 = 180° (halber Gang)
Der Anfangswinkel der Schraubenlinie wird um 180° vorverlegt. Das
bedeutet bei positivem Drehsinn A
S
mit n
S
= A
S
– 180° = –180°
• Anfangskoordinate: Z =
P
.
(n
G
+ n
A
) = –1,5
.
8,5 mm = –12,75
Anmerkung:
• Da das Gewinde von unten nach Z
E
= 0 gefräst wird, ist Z
S
negativ.
Bearbeitungs-Programm
0BEGIN PGM 360535 MM
1BLK FORM 0.1 Z X+0 Y+0 Z–20
2BLK FORM 0.2 X+100 Y+100 Z+0
3TOOL DEF 1 L+0 R+5
4TOOL CALL 1 Z S 1500
5L Z+100 R0 FMAX M6
6L X+50 Y+50 FMAX
7CC
8L Z–12,75 R0 FMAX M3
9LP PR+32 PA-180 RL F100
10 CP IPA +3240 IZ+13,5 DR+ RL F200
11 L X+50 Y+50 R0
12 L Z+100 FMAX M2
13 END PGM 360535 MM
A =0
°
E
A =0
°
S
A = 0
°
DR+
A = –180
°