HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 85
TNC 360
4-20
4
Programmieren
Neuen L-Satz mit Koordinaten der Ist-Position generieren
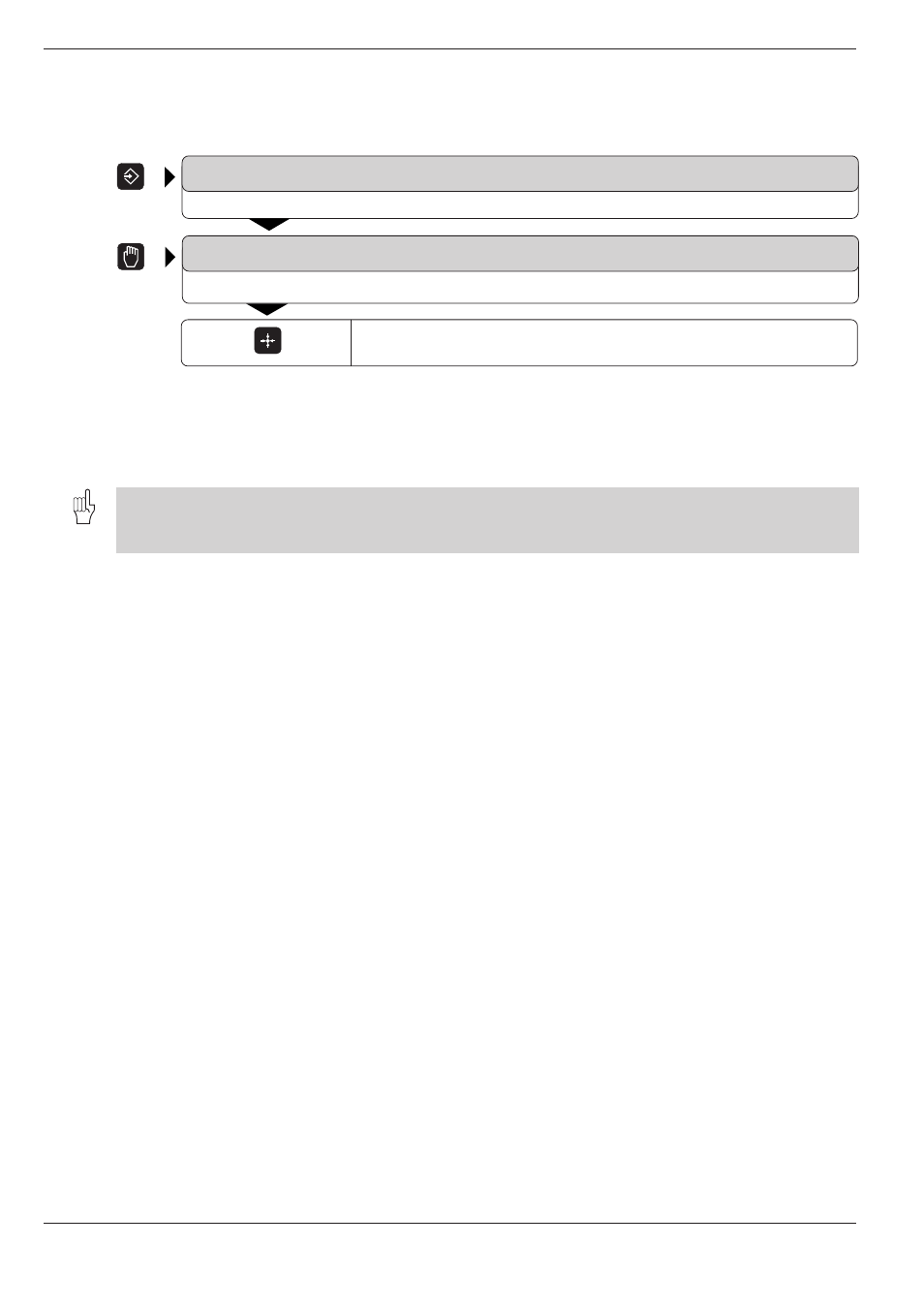
PROGRAMM-EINSPEICHERN
Programmsatz im Bearbeitungs-Programm anwählen, hinter den der L-Satz eingefügt werden soll.
MANUELLER BETRIEB
Werkzeug auf die Position verfahren, die übernommen werden soll
Koordinaten der Ist-Position des Werkzeugs werden in einen neuen L-
Satz geschrieben.
Der generierte L-Satz wird hinter den aktuellen Satz des in der Betriebsart
EINSPEICHERN angewählten Programms eingefügt. Der L-Satz enthält
keine Werkzeug-Radiuskorrektur, keinen Vorschub und keine Zusatz-
Funktion. Diese müssen bei Bedarf nachträglich eingegeben werden.
Über die MOD-Funktion wird festgelegt, ob eine, zwei oder drei Koordinaten der Ist-Position in den L-Satz
übernommen werden (siehe S. 11-5).
Maschine und TNC müssen vom Maschinen-Hersteller vorbereitet sein.