Werkzeug-korrekturwerte -11, Wirksamkeit der werkzeug-korrekturwerte, 3 werkzeug-korrekturwerte – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 76
4-11
TNC 360
4
Programmieren
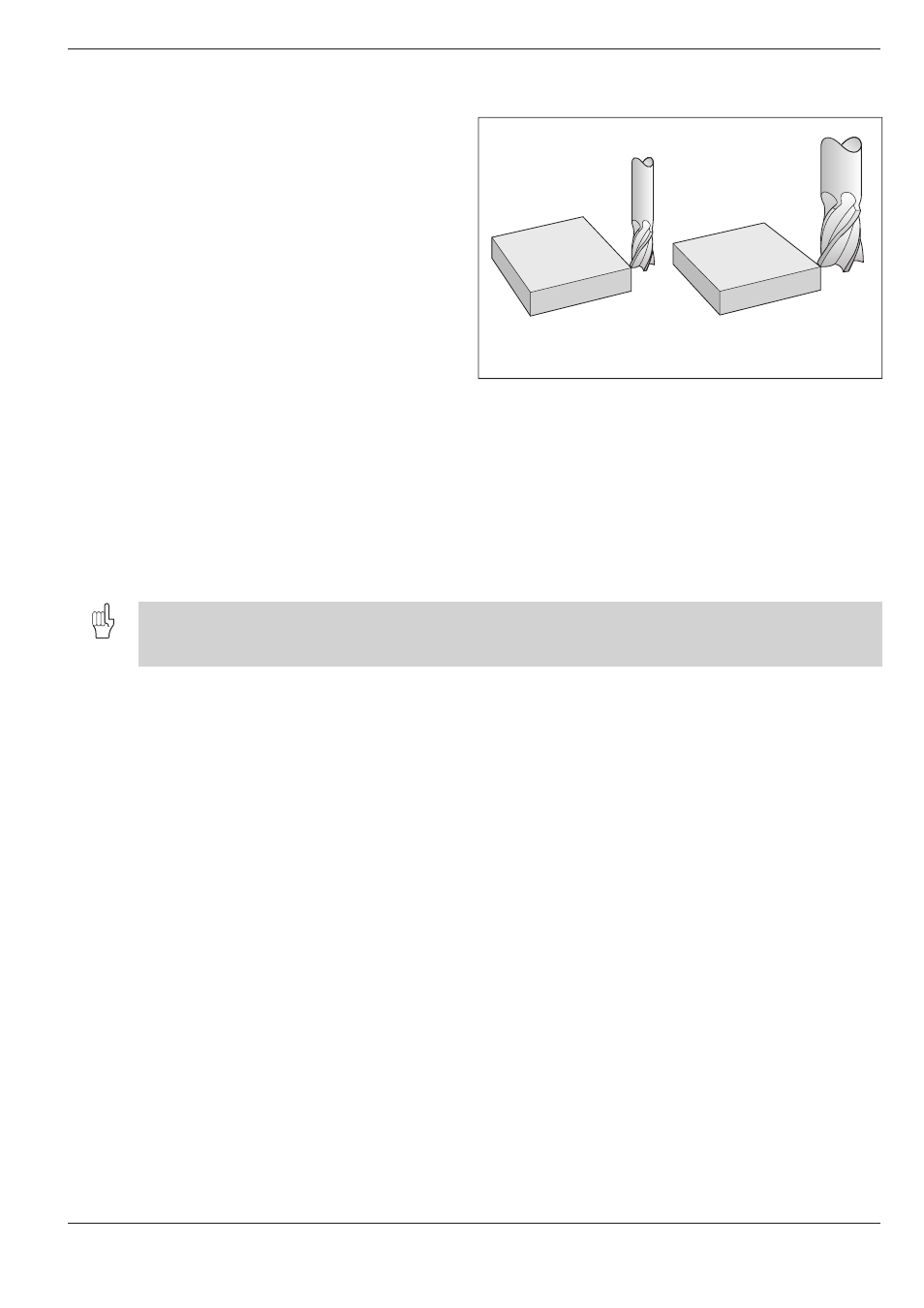
Abb. 4.4 : Die TNC berücksichtigt Länge und Radius des Werkzeugs
4.3 Werkzeug-Korrekturwerte
Die TNC berücksichtigt für jedes Werkzeug den
Korrekturwert für die Werkzeug-Länge in der
Spindelachse und für den Werkzeug-Radius in der
Bearbeitungsebene.
Wirksamkeit der Werkzeug-Korrekturwerte
Werkzeug-Länge
Der Korrekturwert wird automatisch wirksam, sobald ein Werkzeug
aufgerufen und in der Spindelachse verfahren wird.
Die Längenkorrektur wird aufgehoben, indem ein Werkzeug mit Länge
L = 0 aufgerufen wird.
Falls vor TOOL CALL 0 eine positive Längenkorrektur wirkte, wird der Abstand zum Werkstück verkleinert.
Bei einer inkrementalen Bewegung der Werkzeug-Achse direkt nach einem TOOL CALL, wird neben dem program-
mierten Wert auch die Längendifferenz zwischen altem und neuem Werkzeug verfahren.
Werkzeug-Radius
Eine Radiuskorrektur wird wirksam, sobald ein Werkzeug aufgerufen und
in der Bearbeitungsebene mit RL/RR verfahren wird.
Eine Radiuskorrektur wird aufgehoben, indem ein Positioniersatz mit R0
programmiert wird.