Unterprogramme, Arbeitsweise, Programmier-hinweise – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 126: 6unterprogramme und programmteil-wiederholungen, 1 unterprogramme
TNC 360
6-2
6
Unterprogramme und Programmteil-Wiederholungen
6
Unterprogramme und Programmteil-Wiederholungen
Einmal programmierte Bearbeitungsschritte lassen sich mit Unterprogram-
men und Programmteil-Wiederholungen wiederholt ausführen.
Label
Unterprogramme und Programmteil-Wiederholungen werden durch
LABEL (engl. für Marke, Kennzeichnung) gekennzeichnet.
LABEL werden mit einer Nummer zwischen 0 und 254 benannt.
Jede LABEL-Nummer (außer 0) darf im Programm nur einmal mit LABEL
SET vergeben werden.
LABEL 0 kennzeichnet das Unterprogramm-Ende.
6.1 Unterprogramme
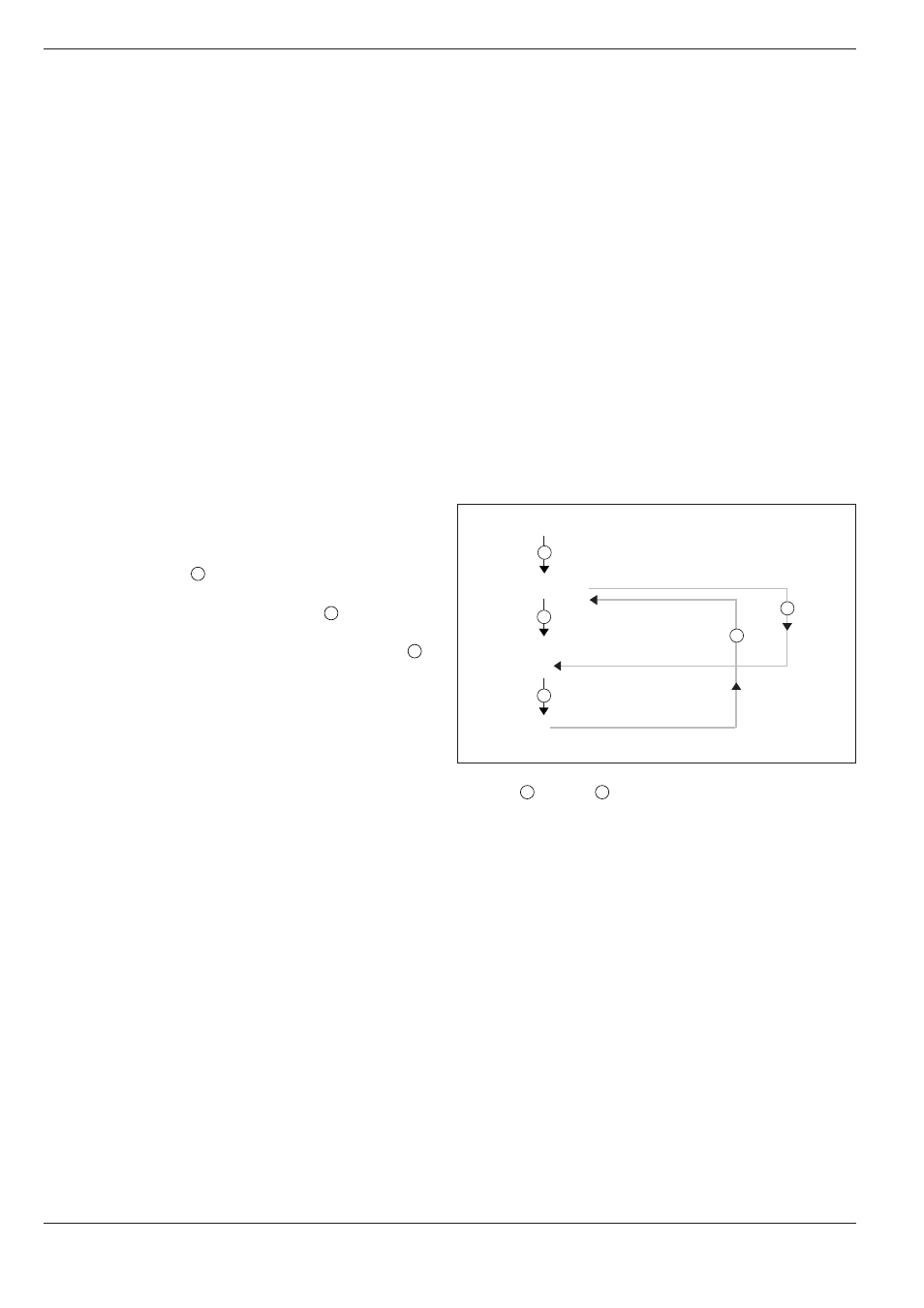
Arbeitsweise
Das (Haupt-) Programm wird bis zum Aufruf eines
Unterprogramms (Satz mit CALL LBL)
ausgeführt (
1
).
Anschließend wird das Unterprogramm bis zu
seinem Ende (LBL 0) ausgeführt (
2
).
Das Hauptprogramm wird danach mit dem Satz
hinter dem Unterprogramm-Aufruf fortgeführt (
3
).
Programmier-Hinweise
• Ein Hauptprogramm kann bis zu 254 Unterpro-
gramme enthalten.
• Unterprogramme dürfen in beliebiger Reihenfol-
ge beliebig oft aufgerufen werden.
• Ein Unterprogramm darf sich nicht selbst
aufrufen.
• Unterprogramme sollten ans Ende des Hauptpro-
gramms (hinter dem Satz mit M2 bzw. M30)
programmiert werden.
• Stehen Unterprogramme im Programm vor dem
Satz mit M02 oder M30, so werden sie auch
ohne Aufruf mindestens einmal abgearbeitet.
0
BEGIN PGM ...
CALL LBL 1
L Z+100 M2
LBL 1
LBL 0
END PGM ...
Abb. 6.1:
Arbeitsablauf bei Unterprogrammen.
S
= Sprung,
R
= Rücksprung
1
2
3
.
.
.
.
.
.
.
.
.
.
.
.
.
.
R
S