Kreismittelpunkt cc – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 99
5-15
TNC 360
5
Werkzeug-Bewegungen programmieren
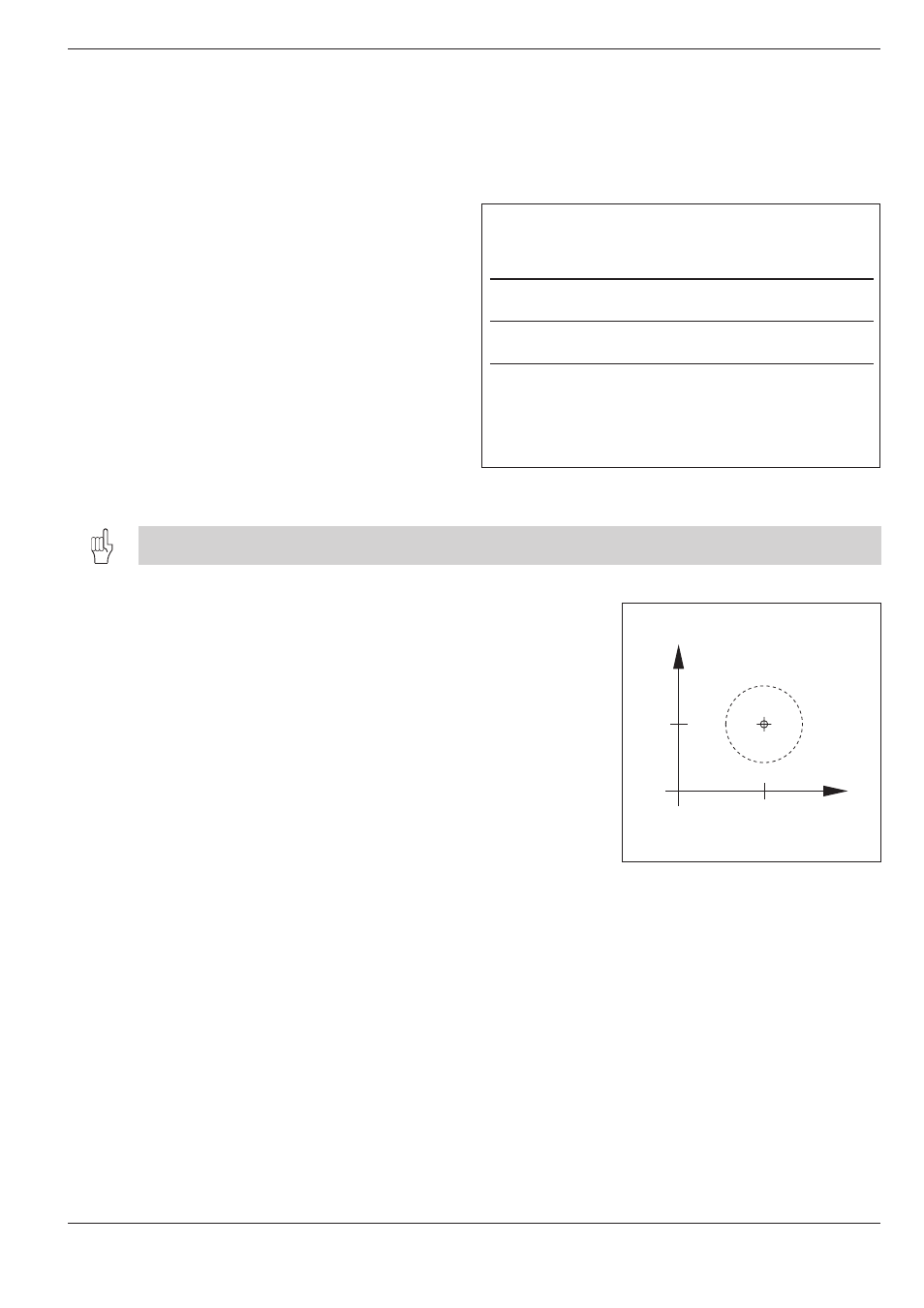
Abb. 5.21: Kreismittelpunkt CC
5.4
Bahnbewegungen – rechtwinklige Koordinaten
Y
X
Y
CC
X
Spindelachse
Hauptebene
Z
XY
Y
ZX
X
YZ
Abb. 5.20: Die Spindelachse legt die Hauptebenen für die Kreisbahnen
fest
Radiuskorrektur bei Kreisbahnen
Die Radiuskorrektur darf nicht in einem Satz für eine Kreisbahn begonnen
werden. Sie muß zuvor in einem Geraden-Satz aktiviert werden.
Kreise in den Hauptebenen
Mit den Kreisbahn-Funktionen werden Kreise in den
Hauptebenen direkt programmiert. Die Hauptebene
ist durch die Festlegung der Spindelachse beim
Werkzeug-Aufruf (TOOL CALL) definiert.
Kreise, die nicht parallel zu einer Hauptebene liegen, werden mit Q-Parametern programmiert. Siehe Kapitel 7.
Kreismittelpunkt CC
Der Kreismittelpunkt CC ist für Kreisbahnen festzulegen, die mit der C-
Funktionstaste programmiert werden. Der Kreismittelpunkt wird auf
folgende Art definiert:
• Direkte Eingabe der rechtwinkligen Kreismittelpunkts-Koordinaten oder
• Übernahme der zuletzt programmierten Position oder
• Ist-Positions-Übernahme
Die letztprogrammierte Position wird als CC übernommen, wenn ein
leerer CC-Satz programmiert wird.
Gültigkeit der Kreismittelpunkts-Festlegung
Eine Kreismittelpunkts-Definition gilt solange, bis ein neuer Kreismittel-
punkt festgelegt wird.