Z1 z2 – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 138
7-3
TNC 360
7
Programmieren mit Q-Parametern
z.B.
6
z.B.
5
ENT
7.1 Teilefamilien – Q-Parameter anstelle von Zahlenwerten
Mit der Q-Parameter-Funktion FN0: ZUWEISUNG werden den Q-Parame-
tern Zahlenwerte zugewiesen.
Beispiel: Q10 = 25
Anstelle von Zahlenwerten werden im Programm dann die Q-Parameter
eingesetzt.
Beispiel: L X + Q10 (entspricht L X + 25)
Für Teilefamilien werden z.B. die charakteristischen Werkstück-Abmes-
sungen als Q-Parameter programmiert.
Für die Bearbeitung der einzelnen Teile kann dann jedem dieser Parameter
ein anderer Zahlenwert zugewiesen werden.
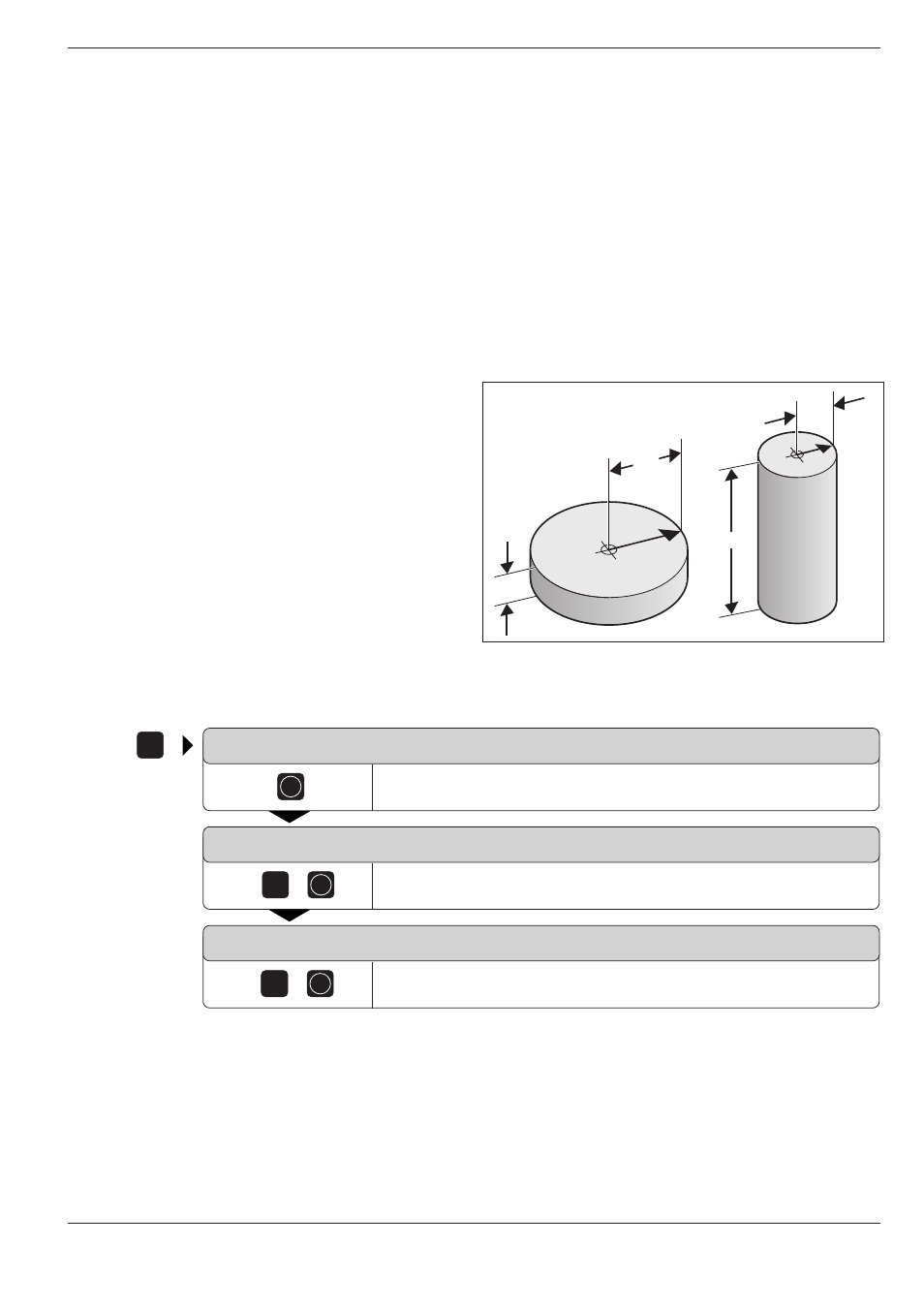
Beispiel
Zylinder mit Q-Parametern
Zylinder-Radius
R
=
Q1
Zylinder-Höhe
H
=
Q2
Zylinder Z1:
Q1 = +30
Q2 = +10
Zylinder Z2:
Q1 = +10
Q2 = +50
Zahlenwerte an Q-Parameter zuweisen
FN0: ZUWEISUNG
Funktion FN0: ZUWEISUNG übernehmen
PARAMETER-NR. FUER ERGEBNIS?
Q-Parameter-Nr. eingeben
1. WERT ODER PARAMETER?
Wert eingeben oder anderen Q-Parameter, dessen Wert Q5 zugewie-
sen werden soll
NC-Satz z. B. FN0: Q5 = 6
Dem Q-Parameter links vom „=“-Zeichen wird der Zahlenwert rechts
davon zugewiesen.
Abb. 7.2: Werkstück-Abmessungen als Q-Parameter
Q2
Q2
Q1
Q1
Z1
Z2
ENT
ENT
Q
DEF