HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 183
8-29
TNC 360
8
Zyklen
8.3
SL-Zyklen
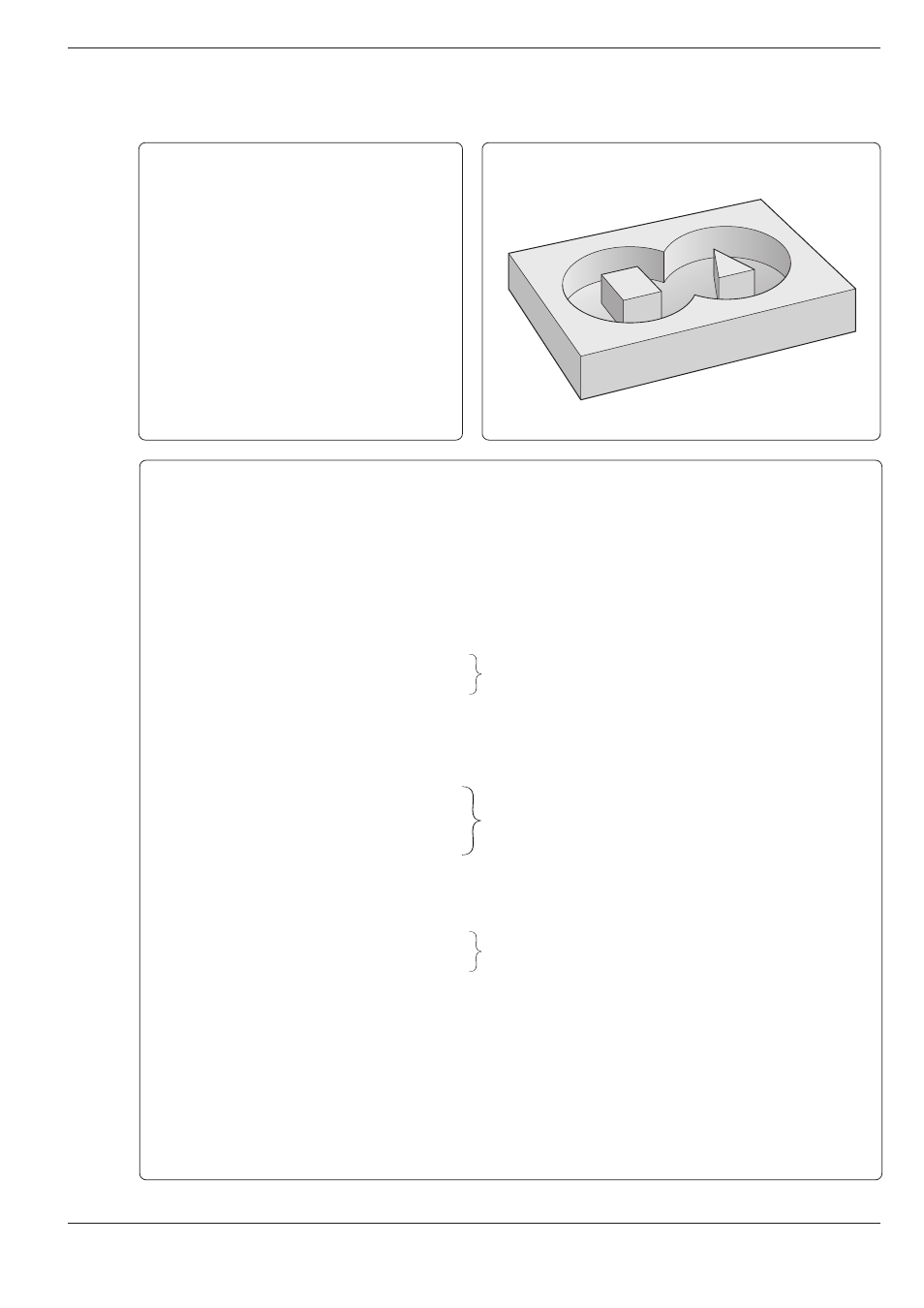
Übungsbeispiel: Überlagerte Taschen mit Inseln
Innenbearbeitung mit Vorbohren, Schruppen,
Schlichten.
PGM 360830 baut auf 360825 auf:
Der Hauptprogrammteil ist um die Zyklus-
Definition und -Aufrufen zum Vorbohren und
Schlichten erweitert.
Die Kontur-Unterprogramme 1 bis 4 sind
identisch zu denen aus 360825 (siehe
S. 8-25) und hinter Satz 39 anzufügen.
0
BEGIN PGM 360830MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+2.2 ..................................... Bohrer
4
TOOL DEF 2 L+0 R+3 ........................................ Schruppfräser
5
TOOL DEF 3 L+0 R+2,5 ..................................... Schlichtfräser
6
CYCL DEF 14.0 KONTUR
7
CYCL DEF 14.1 KONTURLABEL 1/2/3/4
8
CALL LBL 10
9
STOP M6
10
TOOL CALL 1 Z S 2000
11
CYCL DEF 15.0 VORBOHREN
12
CYCL DEF 15.1 ABST –2 TIEFE –10
13
CYCL DEF 15.2 ZUSTLG –5 F500 AUFM +2,8
14
L Z+2 R0 FMAX
15
CYCL CALL M3
16
CALL LBL 10
17
STOP M6
18
TOOL CALL 2 Z S 1750
19
CYCL DEF 6.0 AUSRAEUMEN
20
CYCL DEF 6.1 ABST –2 TIEFE –10
21
CYCL DEF 6.2 ZUSTLG –5 F100 AUFM +2
22
CYCL DEF 6.3 WINKEL +0 F500
23
L Z+2 R0 FMAX
24
CYCL CALL M3
25
CALL LBL 10
26
STOP M6
27
TOOL CALL 3 Z S 2500
28
CYCL DEF 16.0 KONTURFRAESEN
29
CYCL DEF 16.1 ABST –2 TIEFE –10
30
CYCL DEF 16.2 ZUSTLG –5 F100 DR– F500
31
L Z+2 R0 FMAX
32
CYCL CALL M3
33
CALL LBL 10
34
L Z+20 R0 FMAX M2 ......................................... Freifahren und Rücksprung
35
LBL 10
36
TOOL CALL 0 Z .................................................. Werkzeugwechsel
37
L Z+100 R0 FMAX
38
L X–20 Y–20 R0 FMAX
39
LBL 0
Ab Satz 40: Unterprogramme von S. 8-25 anhängen
63
END PGM 360830 MM
Schlichten
Schruppen
Vorbohren