HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 114
3/95
TNC 360
1 Maschinen-Achsen
4-17
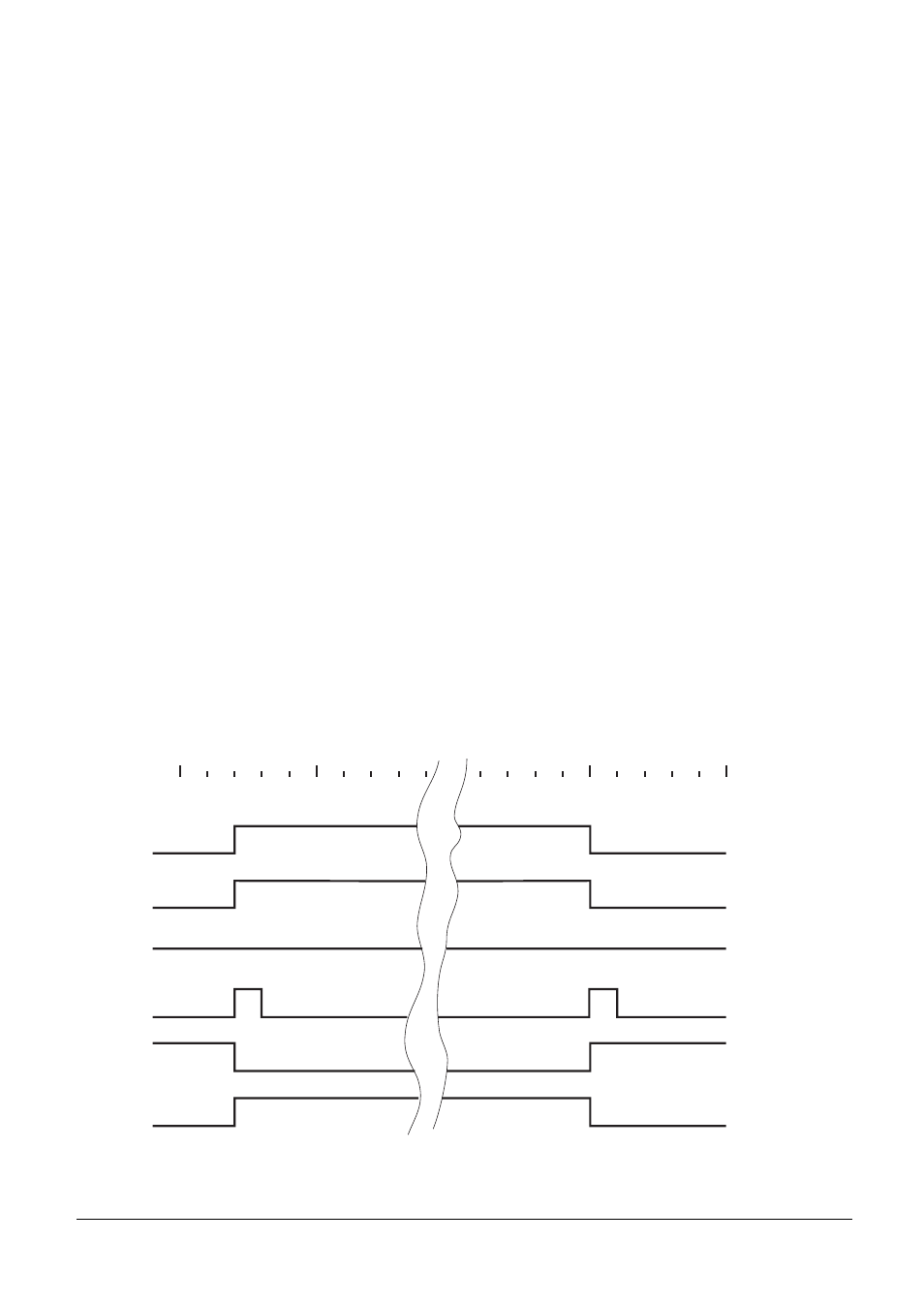
Set
Reset
M2624
Endschalter X+
NC
NC
M2625
Endschalter X–
M2626
Endschalter Y+
M2627
Endschalter Y–
M2628
Endschalter Z+
M2629
Endschalter Z–
M2630
Endschalter 4+
M2631
Endschalter 4–
Beispiel:
PLC-Programm-Beispiel zum Umschalten der Verfahrbereiche. Als Umschalt-Kriterium soll der PLC-
Eingang I10 verwendet werden.
I10 = 0
Verfahrbereich 1
I10 = 1
Verfahrbereich 2
.
127
LN I10
;Verfahrbereich 1
128
AN M555
;bereits erledigt?
129
R M2816
;Verfahrbereich 1 auswählen
130
R M2817
;Verfahrbereich 1 auswählen
131
S M2824
;Umschalten aktivieren
132
S M555
;Flankenkennung Verfahrbereich 1
133
R M556
;Flankenkennung Verfahrbereich 2 rücksetzen
134
L I10
;Verfahrbereich 2
135
AN M556
;bereits erledigt?
136
S M2816
;Verfahrbereich 2 auswählen
137
R M2817
;Verfahrbereich 2 auswählen
138
S M2824
;Umschalten aktivieren
139
S M556
;Flankenkennung Verfahrbereich 2
140
R M555
;Flankenkennung Verfahrbereich 1 rücksetzen
.
M555
M556
I10
M2816
M2817
M2824