Plc-programm-beispiel, 3 plc-programm-beispiel – HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 310
3/95
TNC 360
15 Werkzeugwechsler
4-213
15.3 PLC-Programm-Beispiel
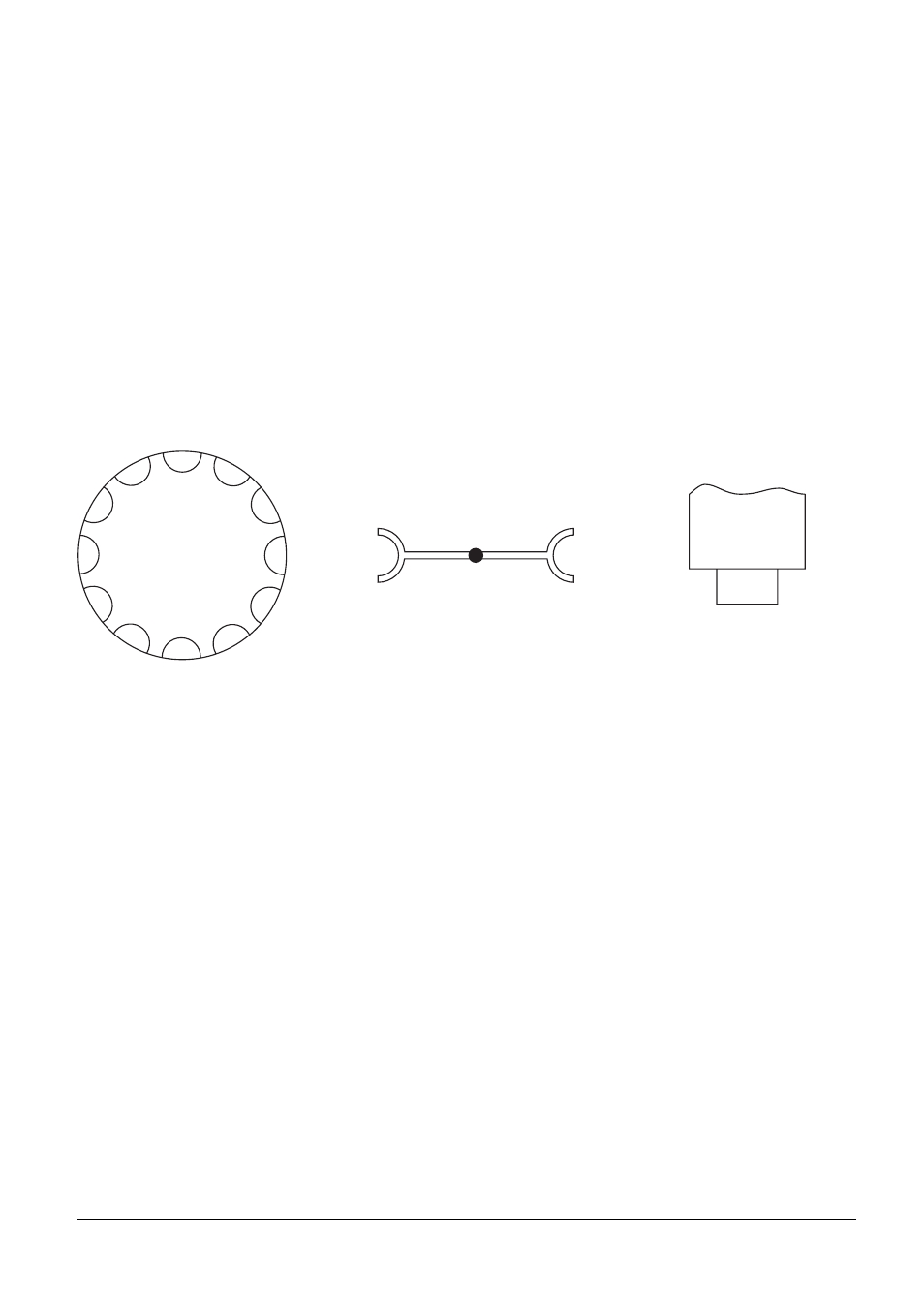
Nachfolgend finden Sie die Beschreibung eines Werkzeugwechslers und das Prinzip-Ablauf-
Diagramm des zugehörigen PLC-Programms. Bei der Erstellung des PLC-Programms müssen die
Rahmenbedingungen des Ablaufs eines PLC-Programms berücksichtigt werden (Hilfs-Merker setzen
usw.).
Das Beispiel behandelt einen Werkzeugwechsler mit folgenden Merkmalen:
-
bis zu 99 Werkzeuge
-
variable Platz-Codierung (MP7480 = 3)
-
Sonder-Werkzeuge sind zugelassen
-
Bereitstellung des nächsten Werkzeuges mit TOOL DEF
-
Werkzeugwechsel mit TOOL CALL
-
Werkzeuge, für die in der Werkzeug-Tabelle keine Platz-Nummern definiert sind, können
manuell eingewechselt werden.
-
Doppelarm-Greifer
-
Sonder-Werkzeuge variabel (M2601 = 0)
SPIREG
GRE1
GRE2
ISTREG
Im folgenden Ablaufdiagramm wird zum besseren Verständnis mit Variablen gearbeitet. Im PLC-
Programm müssen diese Variablen durch Byte-Adressen ersetzt werden.
ISTREG
=
B10
=
Platz-Nummer an der Werkzeugwechselposition des
Werkzeug-Magazins
GRE1
=
B11
=
Platz-Nummer des Werkzeugs im Greifer in Richtung
Werkzeug-Magazin
GRE2
=
B12
=
Platz-Nummer des Werkzeugs im Greifer in Richtung
Spindel
SPIREG
=
B13
=
Platz-Nummer des Werkzeugs in der Spindel