HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 301
4-204
TNC 360
15 Werkzeugwechsler
3/95
N
→
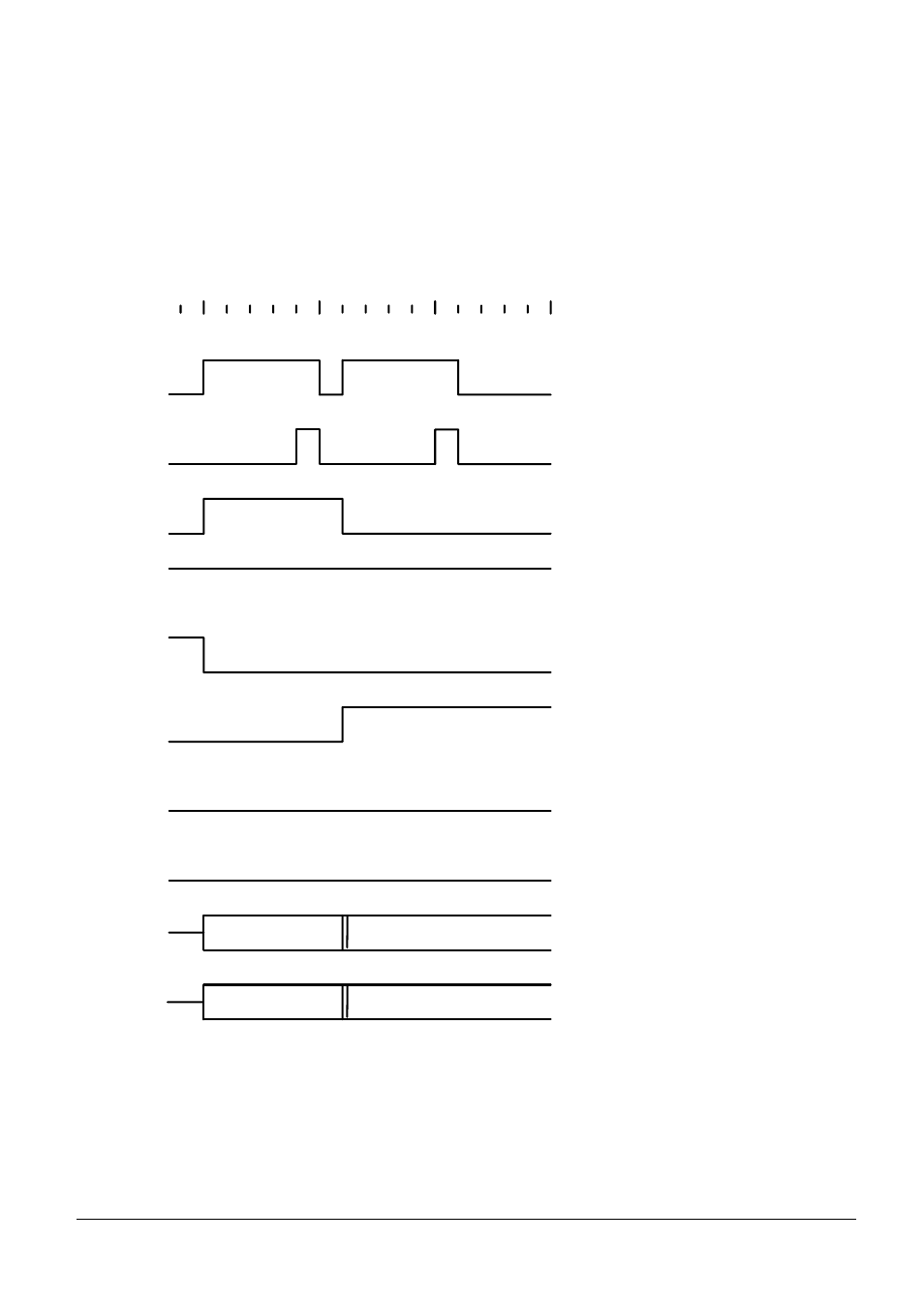
M: Manuell-Werkzeug folgt auf Normal-Werkzeug
Mit dieser Wechselfolge müssen nacheinander zwei Platz-Nummern (bzw. Werkzeug-Nummern)
übergeben werden. M2093 zeigt an, daß noch ein weiterer TOOL CALL-Strobe (M2046) folgt.
Unabhängig von Merker M2600 werden zuerst Platz-Nummer des alten Werkzeuges und Werkzeug-
Nummer 0 übergeben. Die Werkzeug-Nummer 0 (Wzg-Nr.) ist für die PLC der Hinweis, die Spindel
zu räumen. Nach Quittieren mit M2483 werden Platz-Nummer 255 und Werkzeug-Nummer des
gerufenen Werkzeugs übergeben. Die Platz-Nummer 255 ist für die PLC der Hinweis, daß für das
gerufene Werkzeug kein Platz im Werkzeug-Magazin existiert.
1
0
M2046
1
0
M2483
1
0
M2093
1
0
M2600
1
0
M2401
1
0
M2402
1
0
M2403
1
0
M2601
Platz-Nr. [N] Platz-Nr. 255
W262
Wzg-Nr. Ø Wzg-Nr. [M]
W264