HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 131
4-34
TNC 360
1 Maschinen-Achsen
3/95
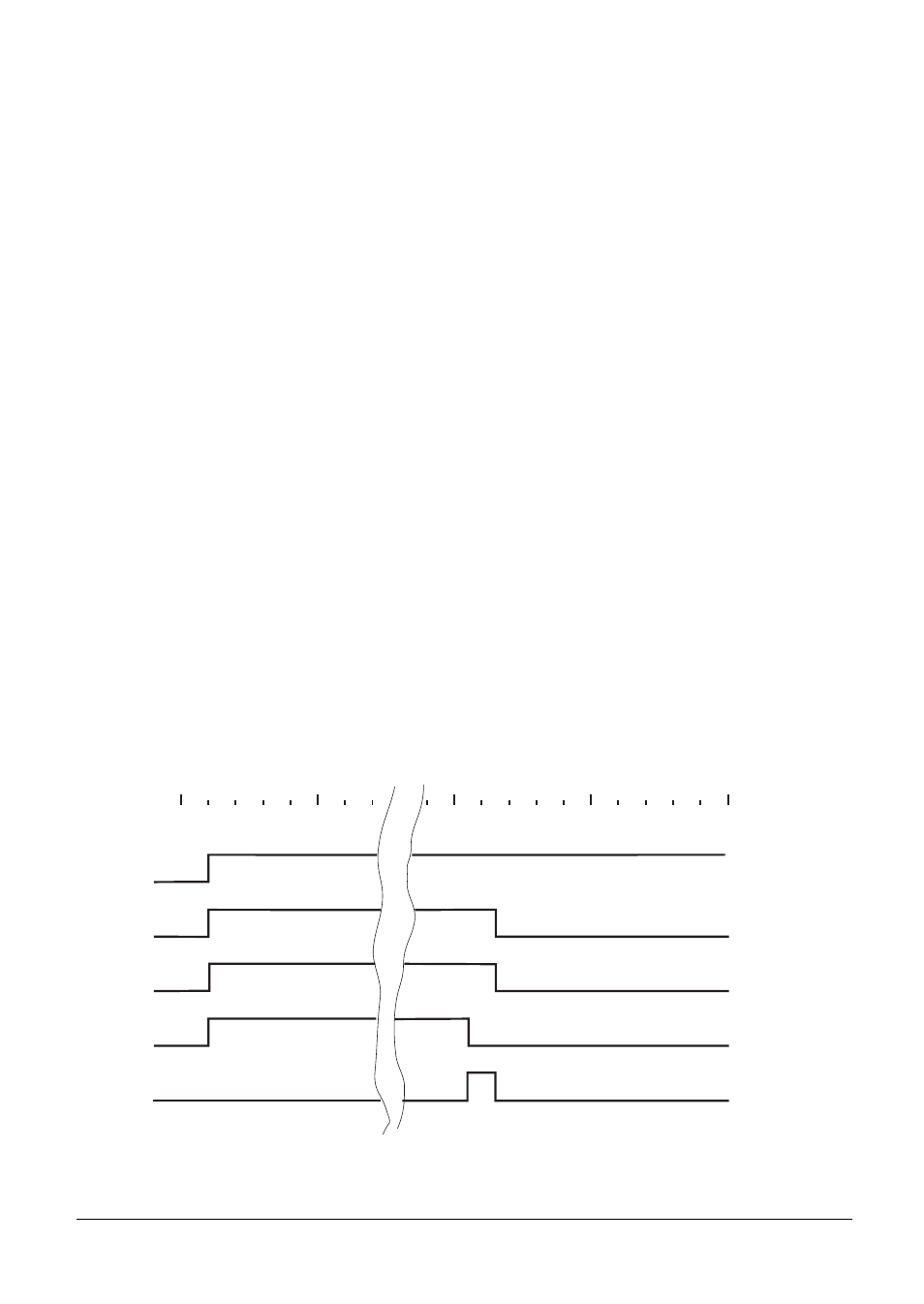
Beispiel: PLC-Positionierung der Z-Achse
Mit der M-Funktion M70 soll eine PLC-Positionierung in der Z-Achse ausgelöst werden. Die
Zielposition ist im Maschinen-Parameter MP4210.2 abgelegt. Der Vorschub für die PLC-
Positionierung ist im Maschinen-Parameter MP4220.2 definiert.
.
.
.
67
L M0
68
ON M0
69
S M2496
;decodierte M-Code-Ausgabe (M1900 bis M1999)
70
S M2719
;Wort-Verarbeitung (inkompatibel zur TNC 155/355)
71
L M1970
;M-Funktion M70?
72
A M2045
;Änderungsignal M-Funktion?
73
AN M4
;Flanken-Merker
74
CMT 110
;lade Position und Vorschub
75
S M2706
;aktivieren PLC-Positionierung Achse Z
76
S M4
;Flanken-Merker
77
L M1970
;M-Funktion M70?
78
A M2045
;Änderungssignal M-Funktion?
79
AN M2706
;PLC-Positionierung Achse Z ausgeführt
80
S M2482
;Rückmeldung M-Funktion ausgeführt
81
LN M2045
;keine M-Funktion?
82
R M2482
;Rückmeldung rücksetzen
83
R M4
;Flanken-Merker rücksetzen
.
.
.
1210
EM
;Hauptprogramm Ende
1211
LBL 110
;lade Z-Position und Vorschub
1212
L D776
;lade Zielposition aus MP4210.2
1213
= D536
;Zielposition PLC-Positionierung Achse Z
1214
L W964
;lade Vorschub aus MP4220.2
1215
= W564;Vorschub PLC-Positionierung Achse Z
1216
EM
M1970
M2045
M4
M2706
M2482