HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 226
3/95
TNC 360
6 Anzeige und Bedienung
4-129
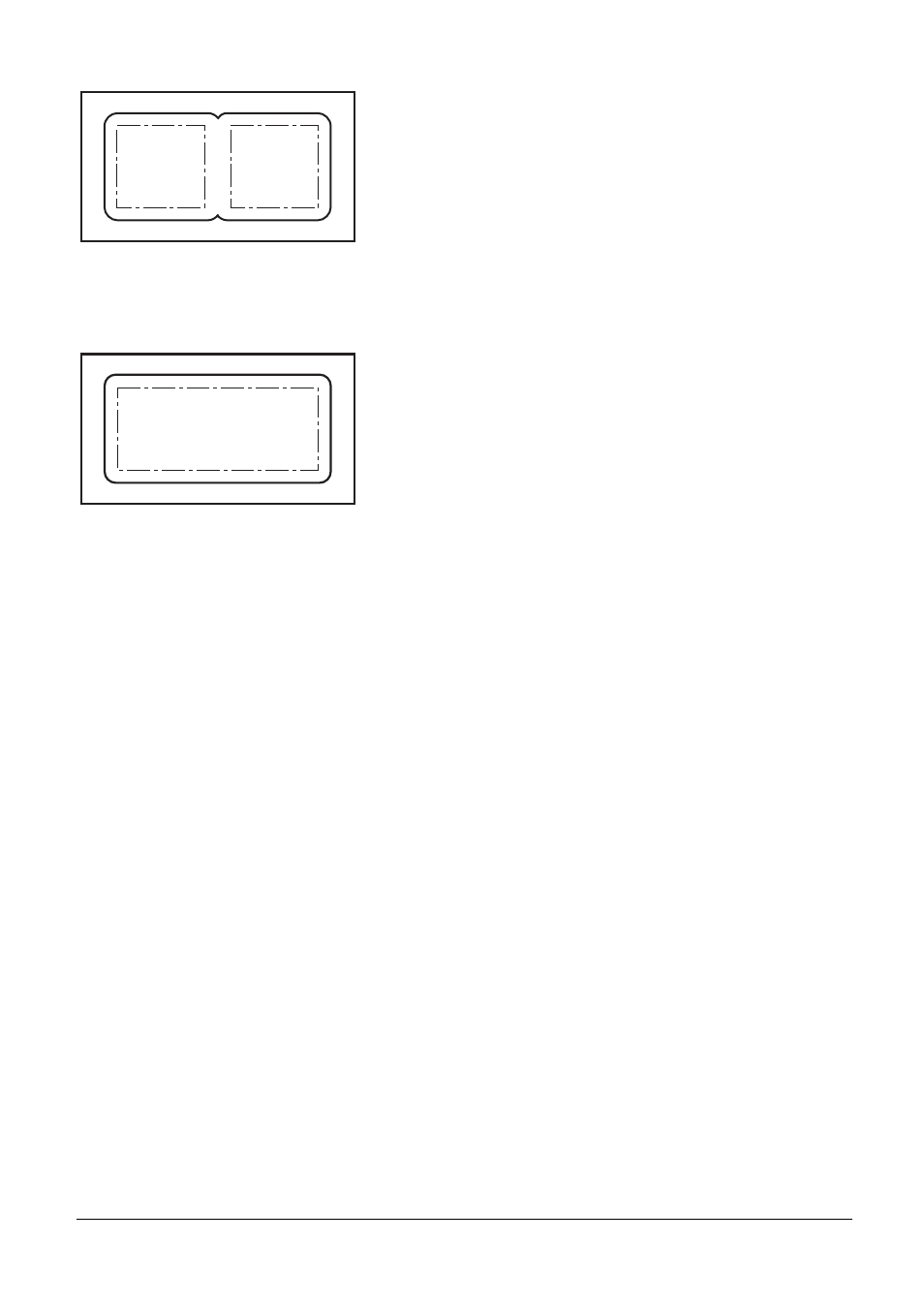
Die programmierten Konturen zweier Taschen schneiden sich geringfügig.
MP7420 Bit 2 = 0 (Eingabe +0):
Die Steuerung räumt die Taschen getrennt aus, da sich die Fräsermittelpunktsbahnen nicht
schneiden. Es bleibt Material an den Innenecken stehen.
MP7420 Bit 2 = 1 (Eingabe +4):
Die Steuerung räumt die Taschen gemeinsam aus, da sich die programmierten Konturen schneiden.
Es bleibt kein Material an den Innenecken stehen.
MP7420
Zyklen zum Fräsen von Taschen mit beliebiger Kontur
Eingabe: 0 bis 15
Bit 0
Fräsrichtung beim
+ 0 = Kanal-Fräsen der Kontur bei Taschen im Gegenuhr-
Kanal-Fräsen
zeigersinn, bei Inseln im Uhrzeigersinn
+ 1 = Kanal-Fräsen der Kontur bei Taschen im Uhrzeigersinn,
bei Inseln im Gegenuhrzeigersinn
Bit 1
Reihenfolge für Aus-
+ 0 = zuerst Kanal-Fräsen, dann Tasche ausräumen
räumen und Kanal-
+ 2 = zuerst Tasche ausräumen, dann Kanal-Fräsen
Fräsen
Bit 2
Vereinigung program- + 0 = Konturen werden nur vereinigt, wenn sich die
mierter Konturen
Fräsermittelpunktsbahnen schneiden
+ 4 = Konturen werden vereinigt, wenn sich die
programmierten Konturen schneiden.
Bit 3
Ausräumen und Kanal- + 0 = Ausräumen und Kanal-Fräsen erfolgen zusammen-
Fräsen bis zur
hängend über alle Zustellungen
Taschentiefe bzw. für + 8 = für jede Zustellung erfolgt Kanal-Fräsen und dann
jede Zustellung
Ausräumen (abhängig von Bit 1), bevor nächste Zu-
stellung erfolgt