HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 116
3/95
TNC 360
1 Maschinen-Achsen
4-19
Beispiel:
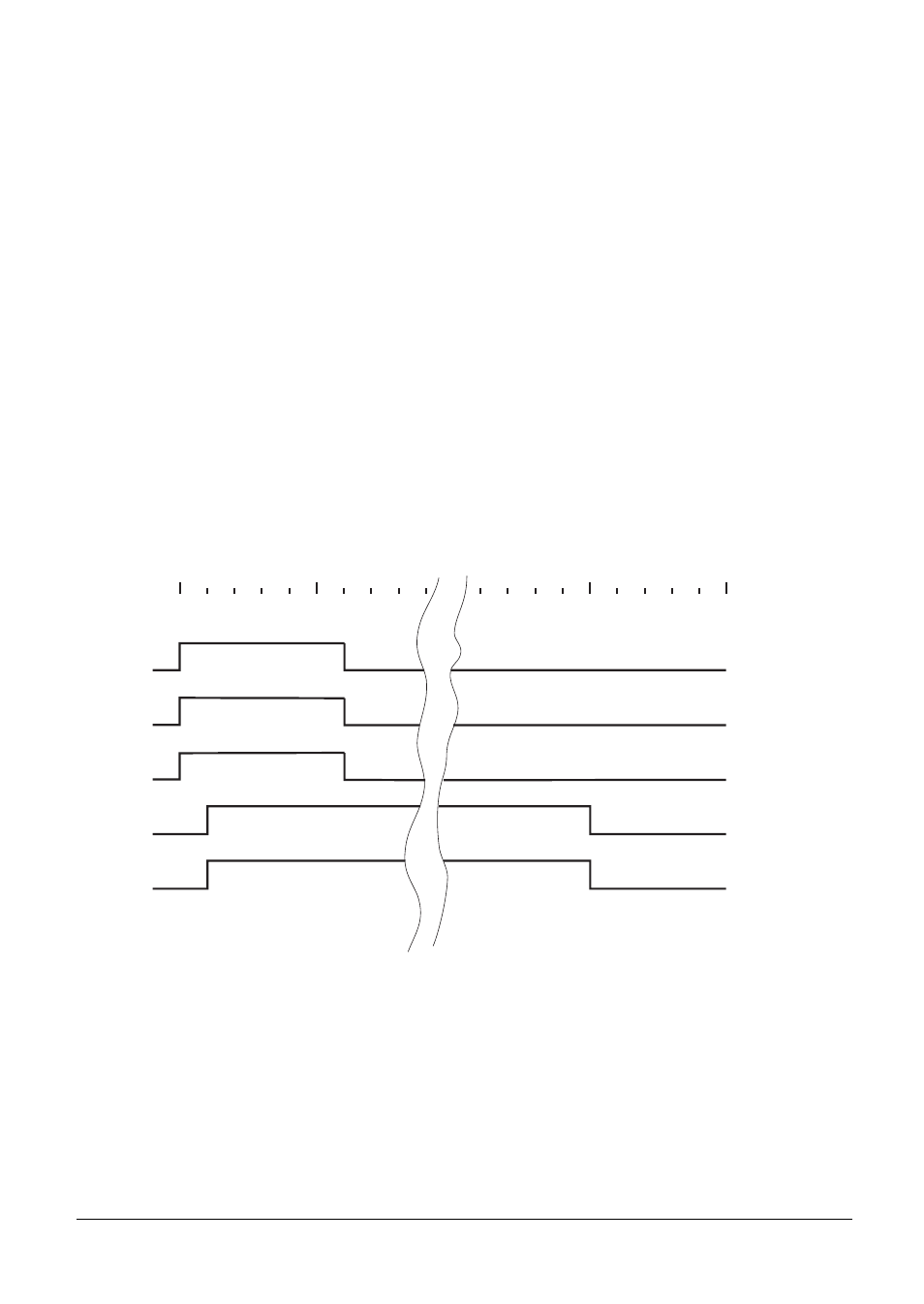
PLC-Programm-Beispiel zur Aktivierung der Schmierung für die X-Achse.
Im Maschinen-Parameter MP4060.0 wird die Wegstrecke eingegeben, nach der für die X-Achse eine
Schmierung erfolgen soll. Mit dem Timer T0 (MP4110.0) wird die Zeitdauer der Schmierung
definiert.
Für die Zeitdauer der Schmierung der X-Achse soll der PLC-Ausgang O24 gesetzt sein.
In unserem Beispiel wird die Schmierung aktiviert, sobald der Merker M2012 gesetzt wird. Soll aus
bestimmte Gründen die Schmierung nur aktiviert werden, falls sich die Achse im Stillstand be-findet,
so muß dies im PLC-Programm berücksichtigt werden.
MP4060.0 = 1 000 (ca. 65 m)
MP4110.0 = 100 (ca. 2 sec.).
.
.
45
L M2012
;Schmier-Impuls Achse X
46
= T0
;starte Timer für Schmierdauer
47
= M2548
;aufsummierte Wegstrecke rücksetzen
48
L T48
;Schmierdauer Achse X
49
= O24
;Ausgang für Schmierung setzen
.
.
.
024
M2012
M2548
T0
T48