3 konstante bahngeschwindigkeit an ecken mit m90, 4 bahngeschwindigkeit bezogen auf werkzeugschneide – HEIDENHAIN TNC 407 (243 020) Technical Manual Benutzerhandbuch
Seite 206
4-81
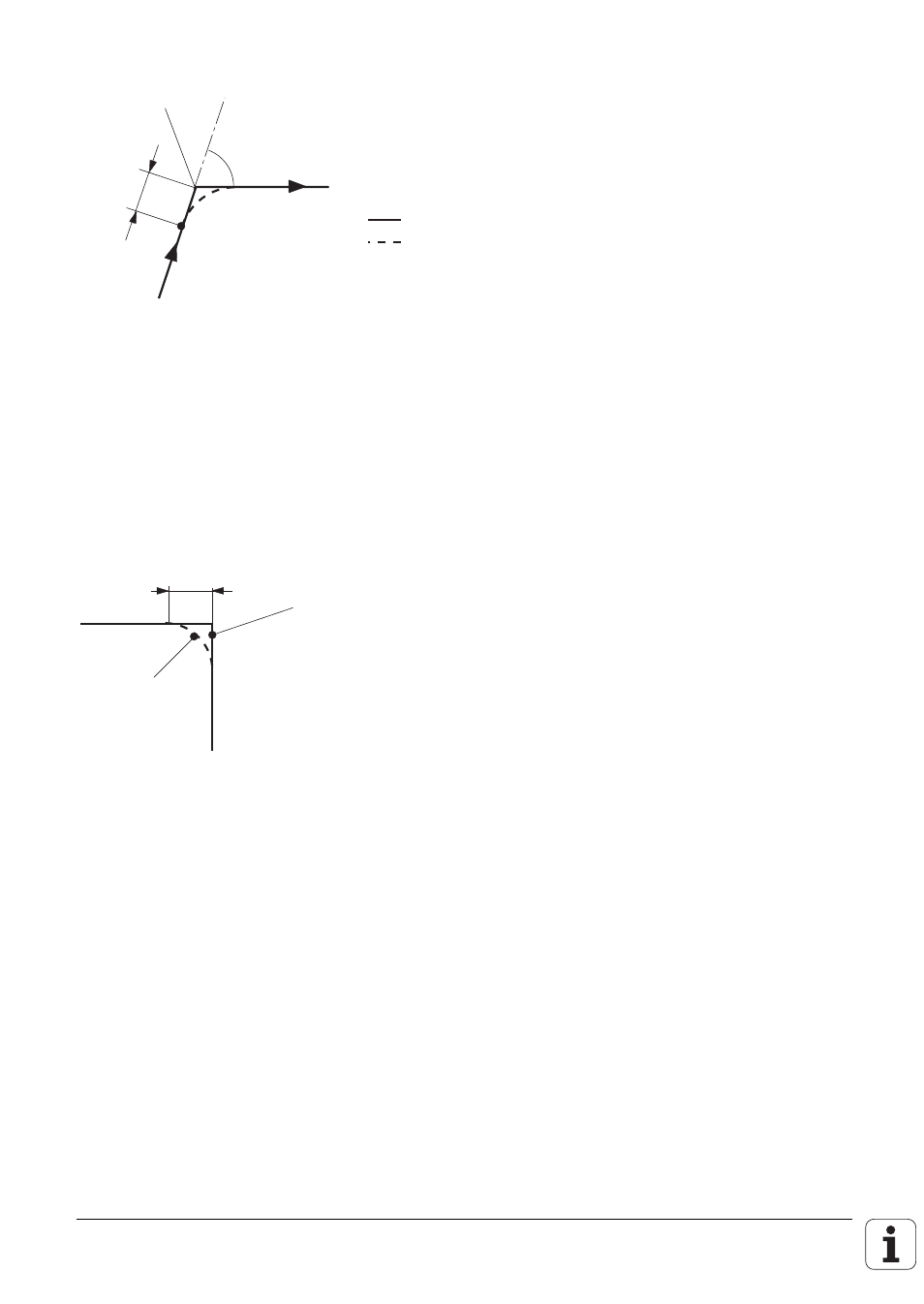
Der Bahnverlauf ergibt sich wie folgt:
α
α =
Richtungsänderung der Achsbewegung
s
a
= Schleppabstand
Achsstillstand
Bahnverlauf bei MP7460 <
α
Bahnverlauf bei MP7460 >
α
s
a
MP7460
Konstante Bahngeschwindigkeit an Ecken
Eingabewert: 0,0001 bis 179,9999°
3.4.3 Konstante Bahngeschwindigkeit an Ecken mit M90
Um an Ecken eine konstante Bahngeschwindigkeit zu erzielen, wurde die Zusatzfunktion M90
eingeführt.
Diese Zusatzfunktion wirkt nur im Betrieb mit Schleppabstand!
s
a
ohne M90
mit M90
3.4.4 Bahngeschwindigkeit bezogen auf Werkzeugschneide
Der programmierte Vorschub bezieht sich normalerweise auf die Fräsermittelpunkts-Bahn.
Nach Ausgabe der M-Funktion M109 wird an Radien der Vorschub so erhöht bzw. reduziert, daß der
Vorschub an der Werkzeugschneide konstant bleibt.
Nach Ausgabe der M-Funktion M110 wird der Vorschub nur reduziert. Ein Erhöhung des Vorschubs
wird nicht vorgenommen.
Nach Ausgabe der M-Funktion M111 wird der programmierte Vorschub wieder auf die
Fräsermittelpunkts-Bahn bezogen.