HEIDENHAIN TNC 407 (243 020) Technical Manual Benutzerhandbuch
Seite 243
Während Zyklus 17 abgearbeitet wird, wirkt für die Werkzeugachse das Positionierfenster aus
MP7150. Der Eingabewert muß kleiner oder gleich MP1030.x sein.
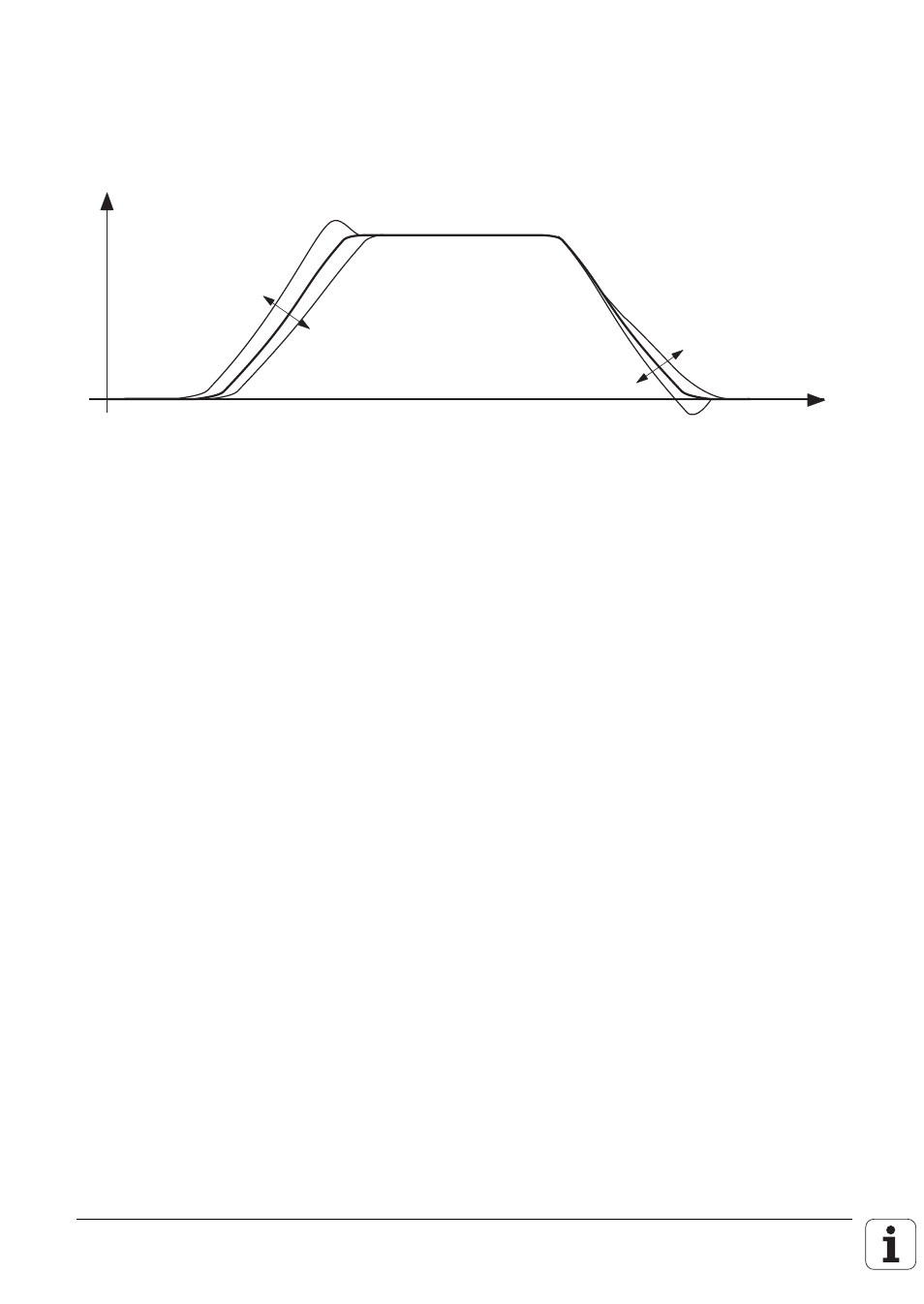
Der Beschleunigungs- und Bremsvorgang der Spindel wird mit MP3410.3, MP7130 und MP7140
definiert.
Ein Überschwingen der Spindel beim Beschleunigen und beim Einfahren ist in jedem Fall zu
vermeiden.
S
t
kleiner
MP7130
größer
kleiner
MP7140
größer
Merker
Funktion
S
R
M2048
Zyklus 2 oder Zyklus 17 aktiv
NC
NC
M2095
Zyklus 17 oder Zyklus 18 aktiv
NC
NC
M2499
Regelkreis Achse S öffnen
PLC
PLC
MP3410.3 Rampensteilheit der Spindel bei Gewindebohren ohne Ausgleichsfutter
Eingabe: 0,0000 bis 1,9999 [V/msec]
MP7130
Einfahrverhalten der Spindel
Eingabe: 0,001 bis 10,000 [°/min] (entsprechend MP1520)
MP7140
Einschwingverhalten der Spindel beim Beschleunigen
Eingabe: 0,001 bis 1,000 (entsprechend MP1530)
MP7150
Positionier-Fenster der Werkzeugachse bei Gewindebohren ohne Ausgleichsfutter
Eingabe: 0,0001 bis 2,0000 [mm]
MP7160
Spindel-Orientierung mit Zyklus 17
Eingabe: 0 oder 1
0 = vor Ausführung von Zyklus 17 wird Spindel-Orientierung durchgeführt.
1 = keine Spindel-Orientierung mit Zyklus 17
Zyklus 18
Mit Zyklus 18 wird die Werkzeugachse der Ist-Position der Spindel nachgeführt. Startposition
ist die aktuelle Position. Zielposition ist die Bohrtiefe. An und Wegfahrbewegungen müssen
separat programmiert werden.
Während Zyklus 18 ist M2095 gesetzt. M2499 muß zurückgesetzt sein, damit der Zyklus
ausgeführt wird.
MP7130, MP7140 und MP7150 wirken wie bei Zyklus 17.