HEIDENHAIN TNC 407 (243 020) Technical Manual Benutzerhandbuch
Seite 241
Advertising
4.4.2 Gewindebohren mit Ausgleichsfutter bei codierter
Ausgabe der Spindel-Drehzahl
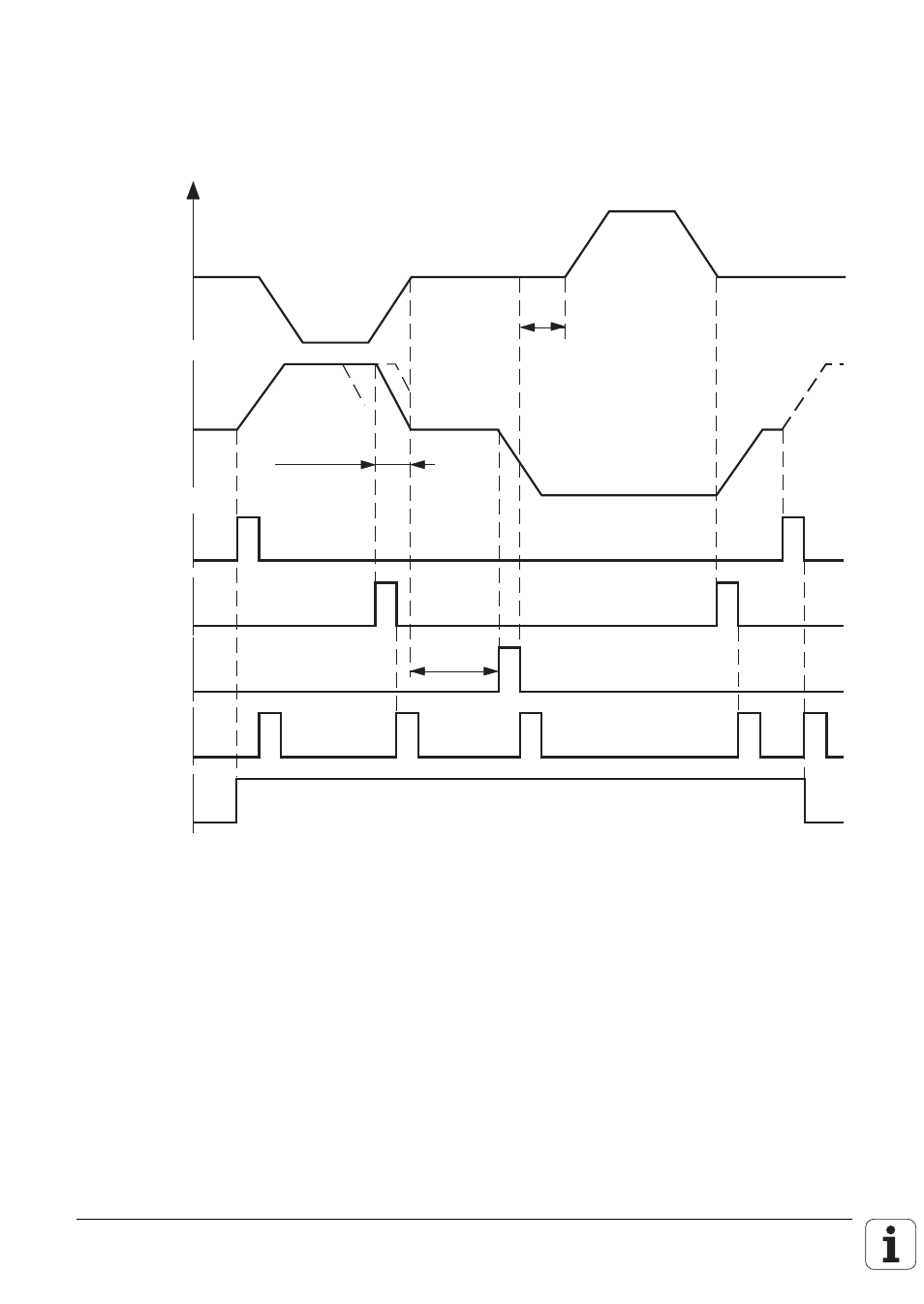
Folgendes Diagramm zeigt den zeitlichen Ablauf des Zyklus:
0
F
0
S
M03
M05
M04
Rückmeldung
M-Funktion
M2048
Zyklus
Start
Zyklus
Ende
MP7120.0
Verweilzeit
aus CYCL DEF 2.3
MP7120.1
Da bei der codierten Ausgabe der Spindeldrehzahl die Spindel- und Vorschubrampe von der NC nicht
synchronisiert werden können, wurde ein Maschinen-Parameter MP7120.1 eingeführt, der ein
vorzeitiges Abschalten der Spindel ermöglicht.
Der Maschinen-Parameter MP7120.0 (Verweilzeit für Drehrichtungs-Umkehr) und die
programmierbare Verweilzeit sind genauso wirksam wie bei analoger Ausgabe der Drehzahl.
MP7120.1 Vorabschaltzeit der Spindel beim Gewindebohren mit BCD-codierter
Ausgabe
Eingabe: 0,000 bis 65,535 [s]
Advertising
Dieses Handbuch ist für die folgenden Produkte bezogen werden: