Kontur anfahren – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 105
TNC 425/TNC 415 B/TNC 407
5-6
5
Werkzeug-Bewegungen programmieren
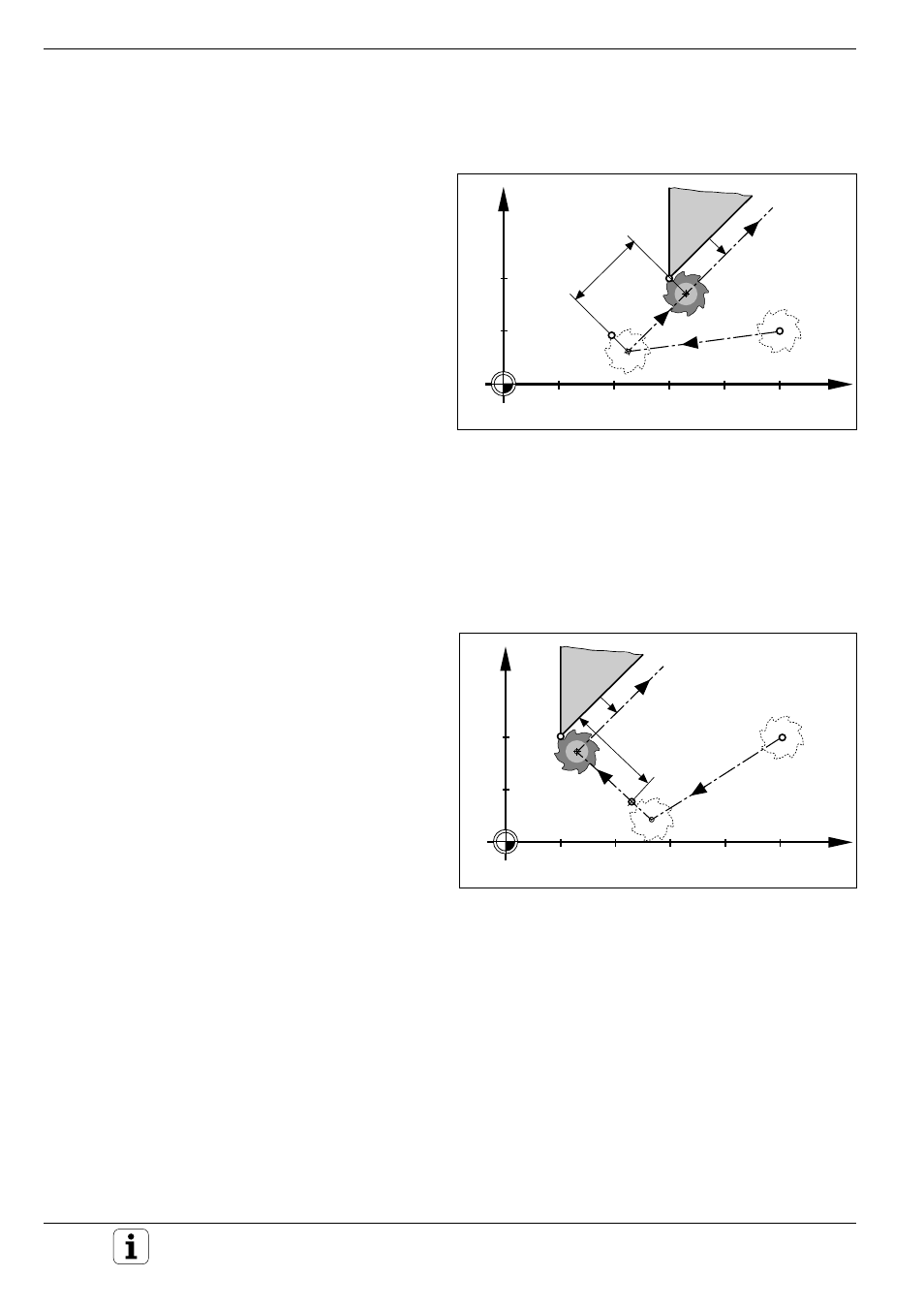
Abb. 5.7:
Anfahren auf einer Geraden senkrecht zum ersten
Konturpunkt
Abb. 5.6:
Anfahren auf einer Geraden mit tangentialem Anschluß
Kontur anfahren
Anfahren auf einer Geraden mit tangentialem Anschluß: APPR LT
Das Werkzeug verfährt auf einer Geraden vom
Startpunkt P
S
auf einen Hilfspunkt P
H
. Auf einer
Geraden, die in der Verlängerung des ersten
Konturelements liegt, fährt es von P
H
den ersten
Konturpunkt P
A
an. P
H
befindet sich im Abstand
LEN von P
A
.
Eingaben
• Koordinaten des ersten Konturpunkts P
A
• Abstand LEN des Hilfspunkts P
H
vom ersten
Konturpunkt P
A
• Radiuskorrektur für die Bearbeitung
NC-Sätze
L X+50 Y+10 R0 FMAX M3 .......................... P
S
ohne Radiuskorrektur, Eilgang, Spindel Ein, Rechtslauf
APPR LT X+30 Y+20 Z–10 LEN 15 RR F100 P
A
mit Radiuskorrektur RR, Bearbeitungsvorschub,
P
H
im Abstand LEN=15 mm von P
A
L ..................................................................... Endpunkt des 1. Konturelements
Anfahren auf einer Geraden senkrecht zum ersten Konturpunkt: APPR LN
Das Werkzeug verfährt auf einer Geraden vom
Startpunkt P
S
auf einen Hilfspunkt P
H
. Auf einer
Geraden, die senkrecht auf den ersten Konturpunkt
P
A
führt, fährt es von P
H
auf die Kontur zu.
P
H
befindet sich im Abstand LEN von P
A
.
Eingaben
• Koordinaten des ersten Konturpunkts P
A
• Abstand LEN des Hilfspunkts P
H
vom ersten
Konturpunkt P
A
• Radiuskorrektur für die Bearbeitung
Vorzeichen
LEN immer positiv eingeben
NC-Sätze
L X+50 Y+20 R0 FMAX M3 ..................... P
S
ohne Radiuskorrektur, Eilgang, Spindel Ein, Rechtslauf
APPR LN X+10 Y+20 Z–10 LEN+20 RR F100 P
A
mit Radiuskorrektur RR, Bearbeitungsvorschub,
P
H
im Abstand LEN=20 mm von P
A
L ................................................................ Endpunkt des 1. Konturelements
Y
X
10
20
30
40
50
10
20
P
A
RR
P
S
RO
LEN
P
H
RR
RR
Y
X
10
20
30
40
50
10
20
P
A
RR
RR
P
S
RO
P
H
RR
LEN