HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 227
8-20
8
Zyklen
TNC 407/ TNC 415 B/ TNC 425
AUSRAEUMEN (Zyklus 6)
Zyklus-Ablauf
Zyklus 6 bestimmt die Schnittführung und -Aufteilung.
• Das Werkzeug wird in der Werkzeugachse über den ersten Einstich-
punkt positioniert; dabei wird das Schlicht-Aufmaß berücksichtigt.
• Danach sticht das Werkzeug mit dem Vorschub für die
Tiefenzustellung ein.
Kontur umfräsen:
• Das Werkzeug fräst mit dem eingegebenen Vorschub die erste
Teilkontur; dabei wird das Schlichtaufmaß berücksichtigt.
• Am Einstichpunkt wird um die nächste Zustell-Tiefe zugestellt.
Dieser Vorgang wird wiederholt, bis die eingegebene Frästiefe erreicht
ist.
• Weitere Teilkonturen werden ebenso gefräst
Tasche ausräumen:
• Nach dem Umfräsen wird die Tasche ausgeräumt. Die seitliche
Zustellung entspricht dem Werkzeug-Radius.
Inseln werden übersprungen.
• Wenn nötig, wird die Tasche mit mehreren Tiefen-Zustellungen
ausgeräumt.
• Beim Beenden des Zyklus wird das Werkzeug in der Werkzeug-Achse
auf den Sicherheitsabstand und in der Bearbeitungsebene auf den
Startpunkt zurückgefahren.
Voraussetzung
Der Zyklus verlangt einen Fräser mit einem Stirnzahn über Mitte
schneidend (DIN 844), wenn nicht vorgebohrt wird oder Konturen
bei der Bearbeitung übersprungen werden.
Eingaben
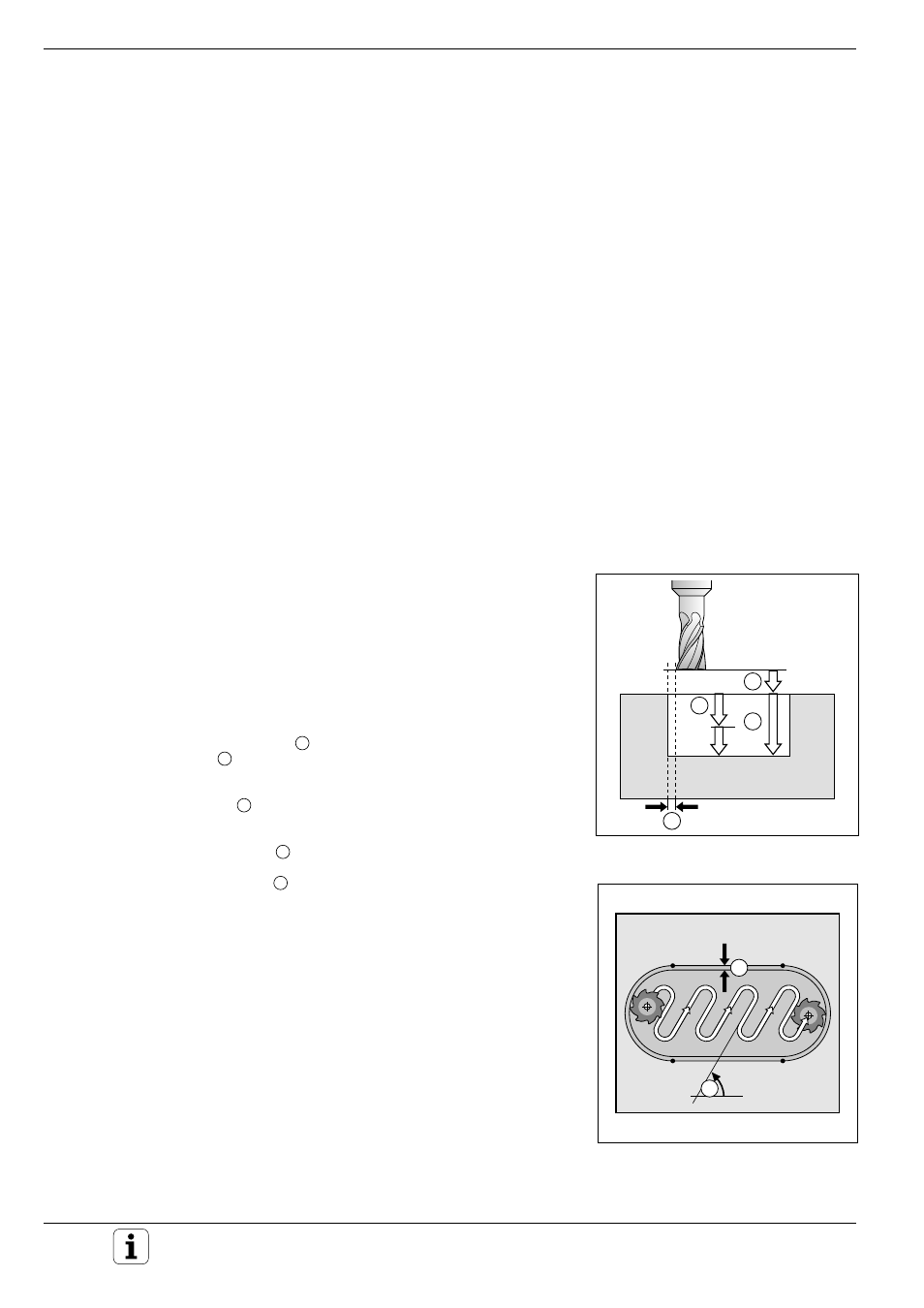
• SICHERHEITS-ABSTAND
A
• FRAESTIEFE
B
Das Vorzeichen der Frästiefe legt die Arbeitsrichtung fest
(– entspricht negativer Werkzeugachsen-Richtung).
• ZUSTELL-TIEFE
C
• VORSCHUB TIEFENZUSTELLUNG:
Verfahrgeschwindigkeit des Werkzeugs beim Einstechen
• SCHLICHT-AUFMASS
D
:
Aufmaß in der Bearbeitungsebene (positiver Zahlenwert)
• AUSRAEUM-WINKEL
α
:
Richtung des Vorschubs für die Ausräumbewegung.
Der Ausräumwinkel bezieht sich auf die Winkelbezugsachse und kann
so eingestellt werden, daß sich möglichst lange Schnitte mit wenigen
Schnittbewegungen ergeben.
• VORSCHUB F:
Verfahrgeschwindigkeit in der Bearbeitungsebene
Mit Maschinen-Parametern kann festgelegt werden, ob
• zuerst die Kontur umfräst wird und dann ausgeräumt wird, oder
umgekehrt
• die Kontur im Gleich- oder Gegenlauf umfahren wird
• zuerst alle Taschen ausgeräumt werden und dann für alle Zustellungen
umfräst wird (bzw. umgekehrt)
• Umfräsen und Ausräumen für jede Zustellung gemeinsam erfolgen
A
B
C
D
D
α
Abb. 8.16: Werkzeug-Bahn beim Ausräumen
Abb. 8.15: Zustellungen und Abstände beim
Zyklus AUSRÄUMEN