Ist-position übernehmen, 9 ist-position übernehmen – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 90
4-31
TNC 425/TNC 415 B/TNC 407
4
Programmieren
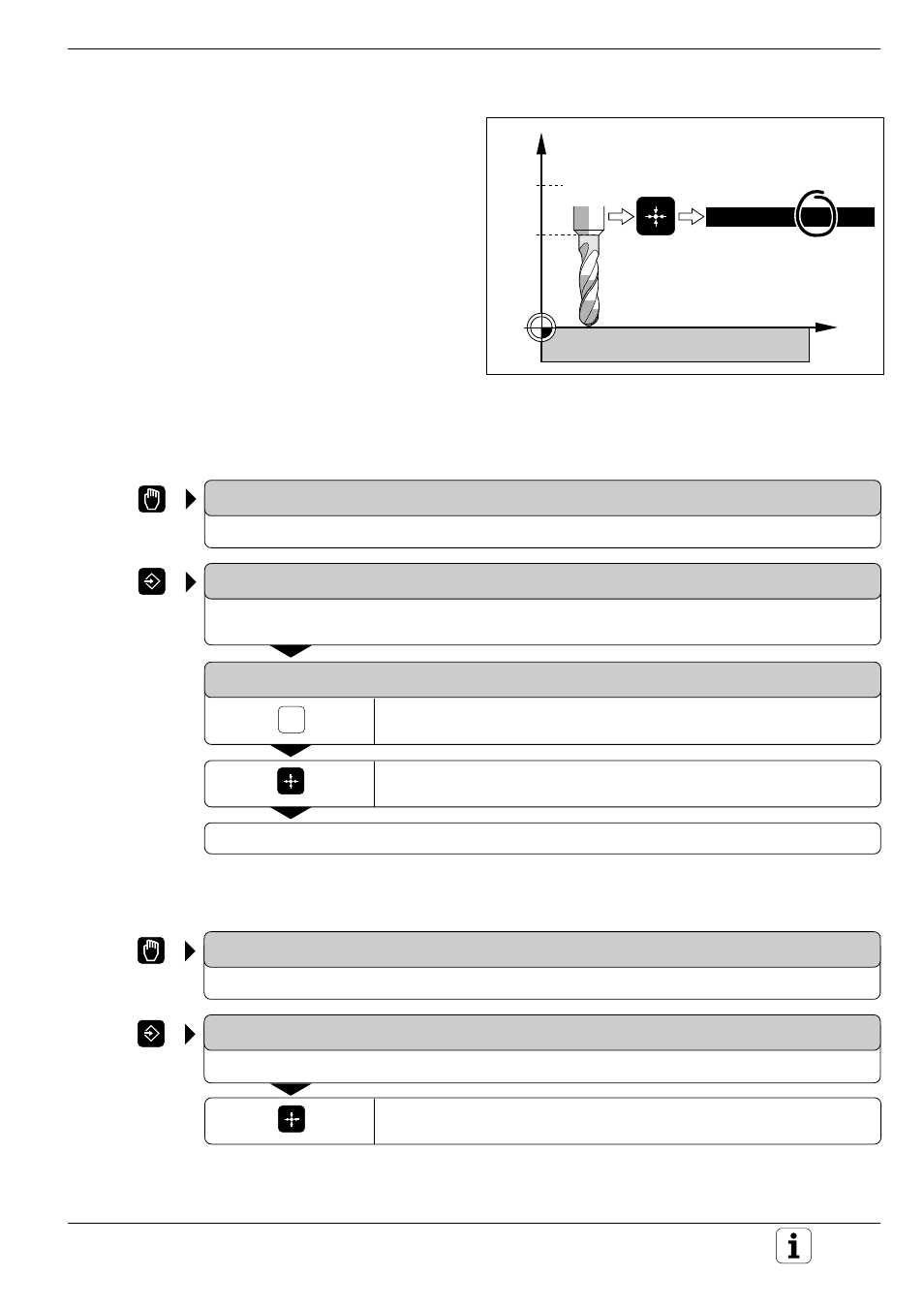
Abb. 4.21: Übernahme der Ist-Position in die TNC
X
z.B.
4.9 Ist-Position übernehmen
Die Koordinaten der Werkzeug-Position werden mit
der Funktion „Ist-Position übernehmen“ für eine
beliebige Koordinaten-Angabe in das Bearbeitungs-
programm aufgenommen.
Dabei können Sie
• eine einzelne Koordinate übernehmen, falls sie
mit dem Hellfeld in einem Satz stehen
• einen L-Satz generieren, falls Sie kein Wort
angewählt haben
Der L-Satz wird hinter dem in der Betriebsart
EINSPEICHERN/EDITIEREN aktiven Satz eingefügt.
Er enthält lediglich die über die MOD-Funktion
ausgewählten Koordinaten (siehe S.11-10).
Einzelne Koordinate übernehmen
MANUELLER BETRIEB
Werkzeug auf die Position verfahren, die übernommen werden soll
PROGRAMM-EINSPEICHERN/EDITIEREN
Programmsatz wählen oder eröffnen, in den eine Koordinate der Ist-Position des Werkzeugs
übernommen werden soll
KOORDINATEN?
Achse wählen, zu der die Koordinate übernommen werden soll,
z.B. X-Achse
Entsprechende Koordinate der Ist-Position des Werkzeugs
übernehmen
Radiuskorrektur entsprechend Werkzeugposition zum Werkstück eingeben
Neuen L-Satz mit Koordinaten der Ist-Position generieren
MANUELLER BETRIEB
Werkzeug auf die Position verfahren, die übernommen werden soll
PROGRAMM-EINSPEICHERN/EDITIEREN
Programmsatz wählen, hinter den der L-Satz eingefügt werden soll
Koordinate der Ist-Position des Werkzeugs werden in einen neuen
L-Satz geschrieben
Z
X
L = –5
L
0
TOOL DEF 3 L–5 R
T3