HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 254
8-47
8
Zyklen
TNC 407/ TNC 415 B/ TNC 425
Zyklen zur Koordinaten-Umrechnung
N
0
N
2
N
4
Y
X
Z
N
1
N
3
N
5
Y
X
Z
X
Y
1
X 2
2
Y 1
N
0
N
1
N
2
Unterprogramm:
LBL 1
APPR LT X+0 Y+0 Z–5 LEN10 RL F100 M3
L Y+20
L X+25
L X+30 Y+15
L Y+0
L X+0
DEP LT LEN 20
L Z+2 F MAX
LBL 0
Das Unterprogramm steht bei den unterschiedlichen Umrechnungen an
folgender Stelle (NC-Satz) des Programms:
LBL 1
LBL 0
Nullpunkt-Verschiebung
Satz 15
Satz 27
Spiegeln, Drehung, Massfaktor
Satz 19
Satz 31
NULLPUNKT-Verschiebung mit Nullpunkt-Tabellen (Zyklus 7)
Anwendung
Nullpunkt-Tabellen werden eingesetzt bei
• häufig wiederkehrenden Bearbeitungsgängen an verschiedenen
Werkstück-Positionen oder
• bei häufiger Verwendung derselben Nullpunktverschiebung
Die Koordinaten-Werte aus Nullpunkt-Tabellen sind ausschließlich absolut
wirksam.
Innerhalb eines Programms können Nullpunkte sowohl direkt in der
Zyklus-Definition programmiert werden als auch aus einer Nullpunkt-
Tabelle gerufen werden.
Eingabe
Eingegeben wird die Nummer des Nullpunktes aus der Nullpunkt-Tabelle
oder eine Q-Parameter-Nummer. Wird eine Q-Parameter-Nummer
eingegeben, aktiviert die TNC die Nullpunkt-Nummer, die im Q-Parameter
steht.
Rücksetzen
• Aus der Nullpunkt-Tabelle wird eine Verschiebung zu den
Koordinaten X=0; Y=0 etc. aufgerufen.
• Die Verschiebung wird direkt mit einer Zyklus-Definition aufgerufen
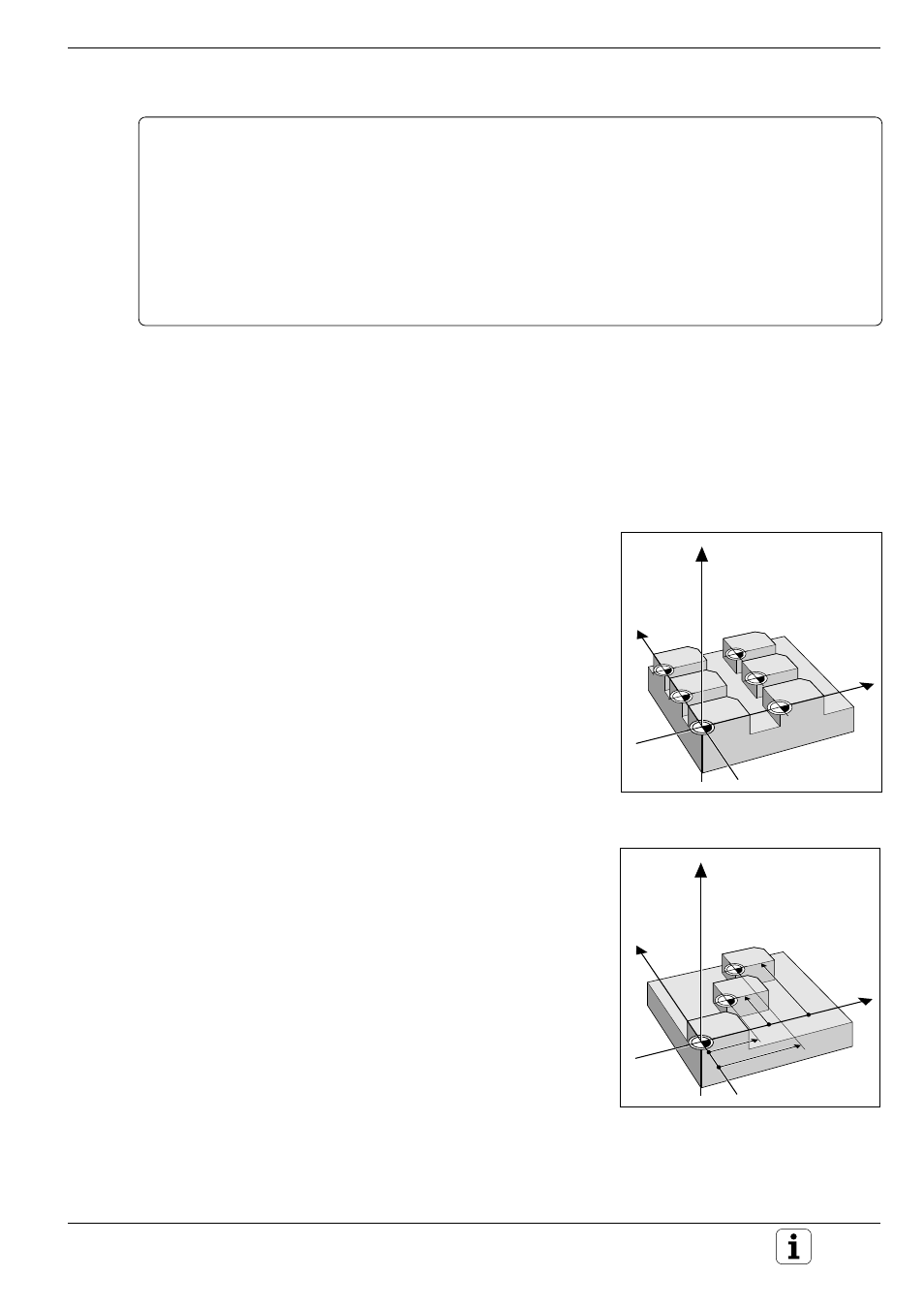
Abb. 8.49: Nur absolute Nullpunkt-Verschie-
bung mit Tabelle
Abb. 8.48: Beispiele für gleichartige Null-
punkt-Verschiebungen