Yx z, Schraubenlinie (helix) – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 137
TNC 425/TNC 415 B/TNC 407
5-38
5
Werkzeug-Bewegungen programmieren
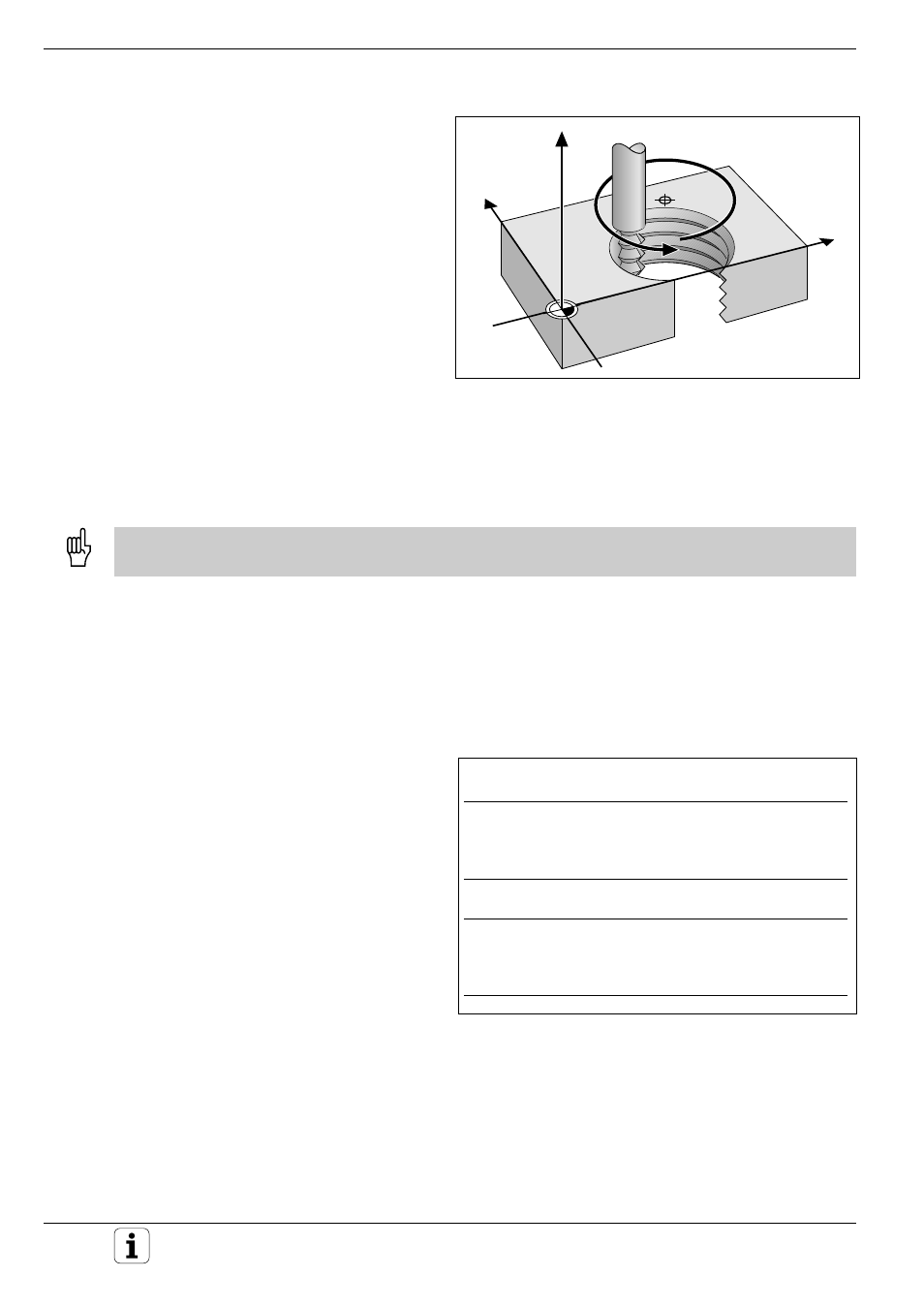
Schraubenlinie (Helix)
Wenn das Werkzeug auf einer Schraubenlinie
verfährt, wird einer Kreisbahn in einer Hauptebene
eine Gerade senkrecht zu dieser Ebene überlagert.
Die Schraubenlinie wird nur in Polarkoordinaten
programmiert.
Einsatzbereich
Auf Schraubenlinien werden Formfräser verfahren
für:
• Innen- und Außengewinde mit größeren Durch-
messern
• Schmiernuten
Eingabe
• Inkrementaler Gesamtwinkel, den das Werk-
zeug auf der Schraubenlinie verfährt
• Gesamthöhe der Schraubenlinie
Eingabewinkel
Geben Sie das Vorzeichen der Drehrichtung und des inkrementalen Eingabewinkels gleich ein.
Ansonsten fährt die TNC ggf. eine falsche Bahn.
Den inkrementalen Polarkoordinaten-Winkel IPA
bestimmt man wie folgt:
IPA = n
.
360°.
n =
Anzahl der Umläufe des Werkzeugs auf der
Schraubenlinie
Für IPA kann ein Wert von –5400° bis +5400°
(entspricht n = 15) eingegeben werden. Wenn Ihr
Gewinde mehr als 15 Gänge hat, dann verwenden
Sie die Schraubenlinien-Interpolation in Verbindung
mit Programmteil-Wiederholungen (siehe S.5-40).
Eingabehöhe
Die Höhe H der Schraubenlinie wird bezogen auf
die Werkzeugachse eingegeben. Die Höhe wird
folgendermaßen bestimmt:
H = n x P,
n = Anzahl der Gewindegänge
P = Steigung
Radiuskorrektur
Die Radiuskorrektur für die Schraubenlinie wird
gemäß nebenstehender Tabelle eingegeben.
Abb. 5.44: Die Form der Schraubenlinie bestimmt Drehsinn und
Radiuskorrektur
Abb. 5. 43: Schraubenlinie: Überlagerung von Kreisbahn und Gerade
Y
X
Z
CC
Bahnbewegungen – Polarkoordinaten
Innengewinde
Arbeitsrichtung
Drehsinn Radiuskorrektur
rechtsgängig
Z+
DR+
RL
linksgängig
Z+
DR–
RR
rechtsgängig
Z–
DR–
RR
linksgängig
Z–
DR+
RL
Außengewinde
Arbeitsrichtung
Drehsinn Radiuskorrektur
rechtsgängig
Z+
DR+
RR
linksgängig
Z+
DR–
RL
rechtsgängig
Z–
DR–
RL
linksgängig
Z–
DR+
RR