HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 163
TNC 425/TNC 415 B/TNC 407
5-64
5
Werkzeug-Bewegungen programmieren
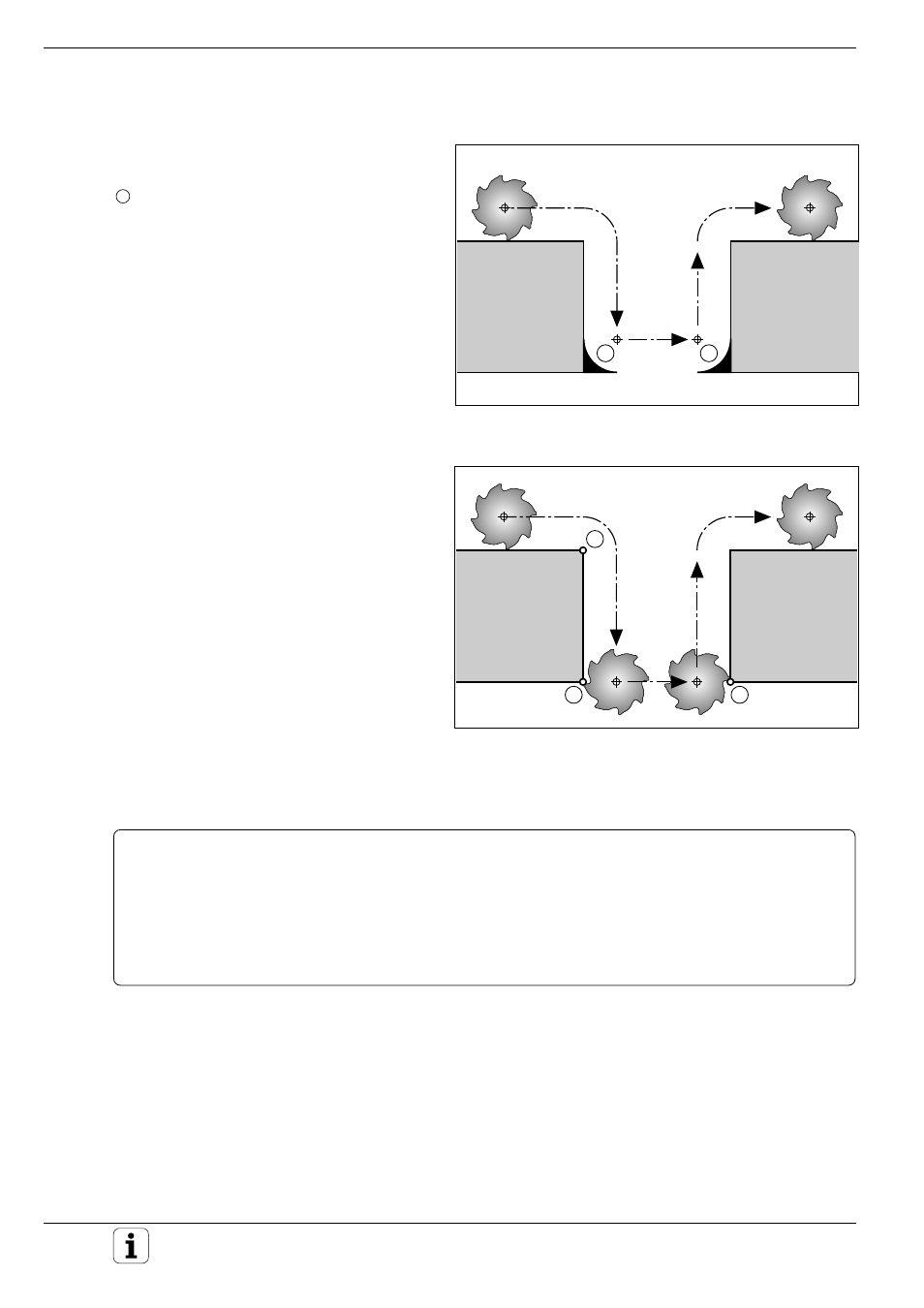
Abb. 5.56: Verfahrwege mit M98
Abb. 5.55: Verfahrwege ohne M98
Zusatz-Funktionen für das Bahnverhalten
S
S
11
12
10
.
.
.
.
.
.
Offene Konturecken vollständig bearbeiten: M98
Standardverhalten – ohne M98
Die TNC ermittelt an Innenecken den Schnittpunkt
S
der Fräserbahnen und fährt das Werkzeug ab
diesem Punkt in die neue Richtung.
Dieses Verhalten führt zu einer unvollständigen
Bearbeitung, wenn die Kontur an den Ecken offen
ist.
Offene Konturen vollständig bearbeiten –
mit M98
Mit der Zusatz-Funktion M98 fährt die TNC das
Werkzeug so weit, daß jeder Konturpunkt
tatsächlich bearbeitet wird.
Wirkungsdauer
Die Zusatz-Funktion M98 wirkt nur in den
Programmsätzen, in denen sie steht.
Programm-Schema
10
L X ... Y ... RL F .. ............................................... Konturpunkt 10 anfahren
11
L X .. IY–.. ... M98 .............................................. Konturpunkt 11 bearbeiten
12
L IX + .. ... .......................................................... Konturpunkt 12 anfahren