Ellipse – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 205
TNC 425/TNC 415 B/TNC 407
7-20
7
Programmieren mit Q-Parametern
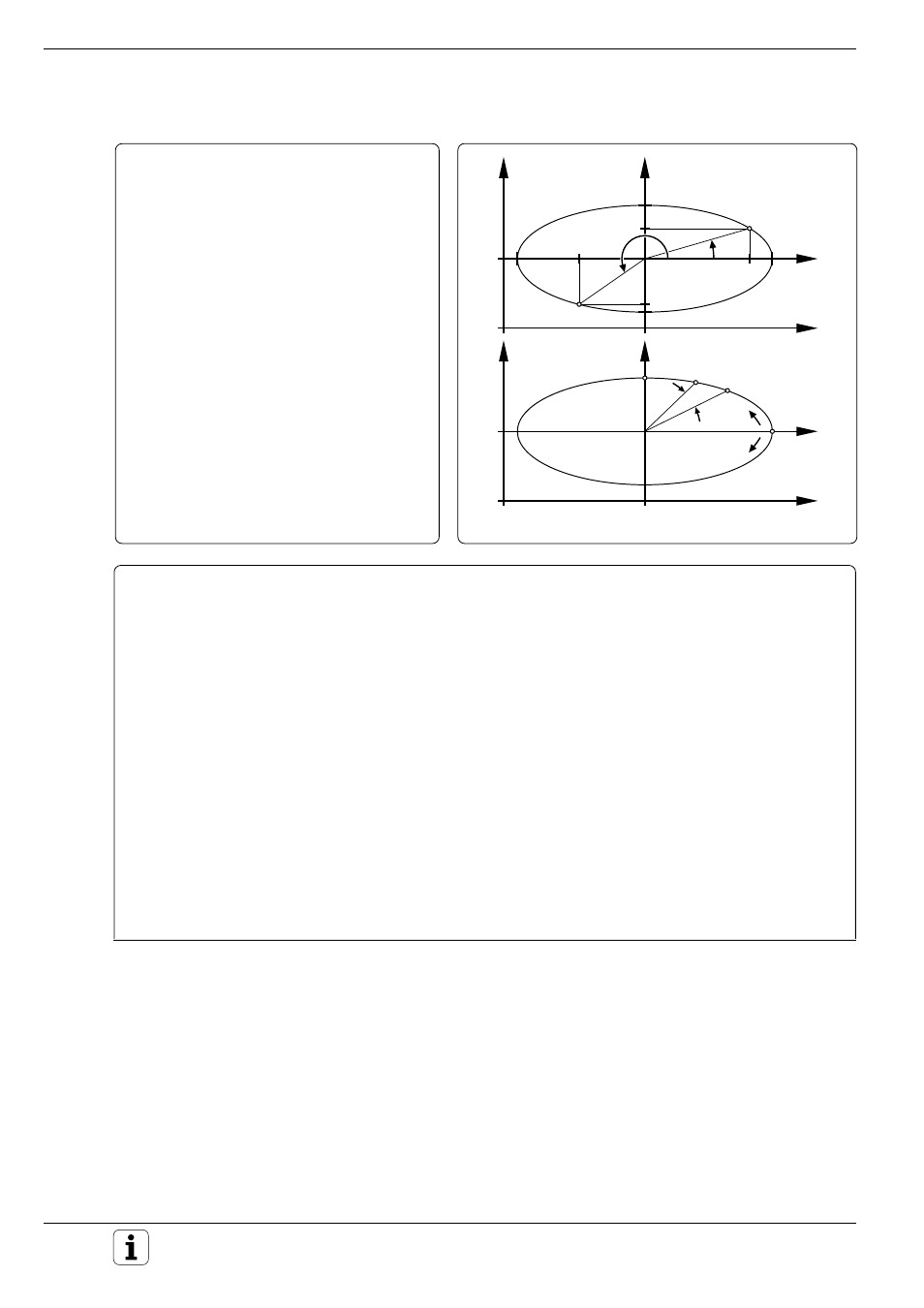
Ellipse
X-Koordinaten-Berechnung: X = a x cos
α
Y-Koordinaten-Berechnung: Y = b x sin
α
a, b
: Halbachsen der Ellipse
α
: Winkel zwischen führender Achse und
Verbindungslinie von P zum Mittelpunkt
der Ellipse.
X
0
, Y
0
: Ellipsen-Zentrum
Ablauf:
Die Punkte auf der Ellipse werden berechnet
und durch viele kleine Geradenstücke
miteinander verbunden. Je mehr Punkte
berechnet werden und je kürzer die Geraden-
strecken sind, um so glatter wird die Kurve.
Durch entsprechende Eingabe von Anfangs-
und Endwinkel läßt sich die Bearbeitungs-
Richtung variieren.
Die Eingabe-Parameter sind in den Zeilen 1 - 12
des Programms beschrieben.
Berechnungen sind mit der Funktion FORMULA
programmiert.
Bearbeitungsprogramm
0 BEGIN PGM K72 MM ............................................. Ladedaten
1 FN 0: Q1 = +50 ...................................................... Ellipsen-Zentrum in X
2 FN 0: Q2 = +50 ...................................................... Ellipsen-Zentrum in Y
3 FN 0: Q3 = +50 ...................................................... X-Halbachse
4 FN 0: Q4 = +20 ...................................................... Y-Halbachse
5 FN 0: Q5 = +0 ........................................................ Start-Winkel
6 FN 0: Q6 = +360 .................................................... End-Winkel
7 FN 0: Q7 = +40 ...................................................... Anzahl der Berechnungs-Schritte
8 FN 0: Q8 = +0 ........................................................ Drehlage
9 FN 0: Q9 = +10 ...................................................... Tiefe
10 FN 0: Q10 = +100 ................................................ Eintauch-Vorschub
11 FN 0: Q11 = +350 ................................................ Fräs-Vorschub
12 FN 0: Q12 = +2 .................................................... Sicherheits-Abstand Z
13 BLK FORM 0.1 Z X+0 Y+0 Z-–20
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+2,5
16 TOOL CALL 1 Z S2800
17 L Z+2000 R0 F MAX
18 CALL LBL 10 ......................................................... Unterprogramm Ellipse aufrufen
19 L Z+20 R0 F MAX M2 .......................................... Z freifahren, Hauptprogramm-Ende
Y´
X´
Y´
X´
Y
1
X
2
X
1
Y
2
–b
b
a
–a
α
1
α
2
Q5
Q4
α
S
DR–
α
0
P
DR+
=α
E
X
X
Y
Y
Fortsetzung nächste Seite