Vorschubfaktor für eintauchbewegungen: m103 f – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 165
TNC 425/TNC 415 B/TNC 407
5-66
5
Werkzeug-Bewegungen programmieren
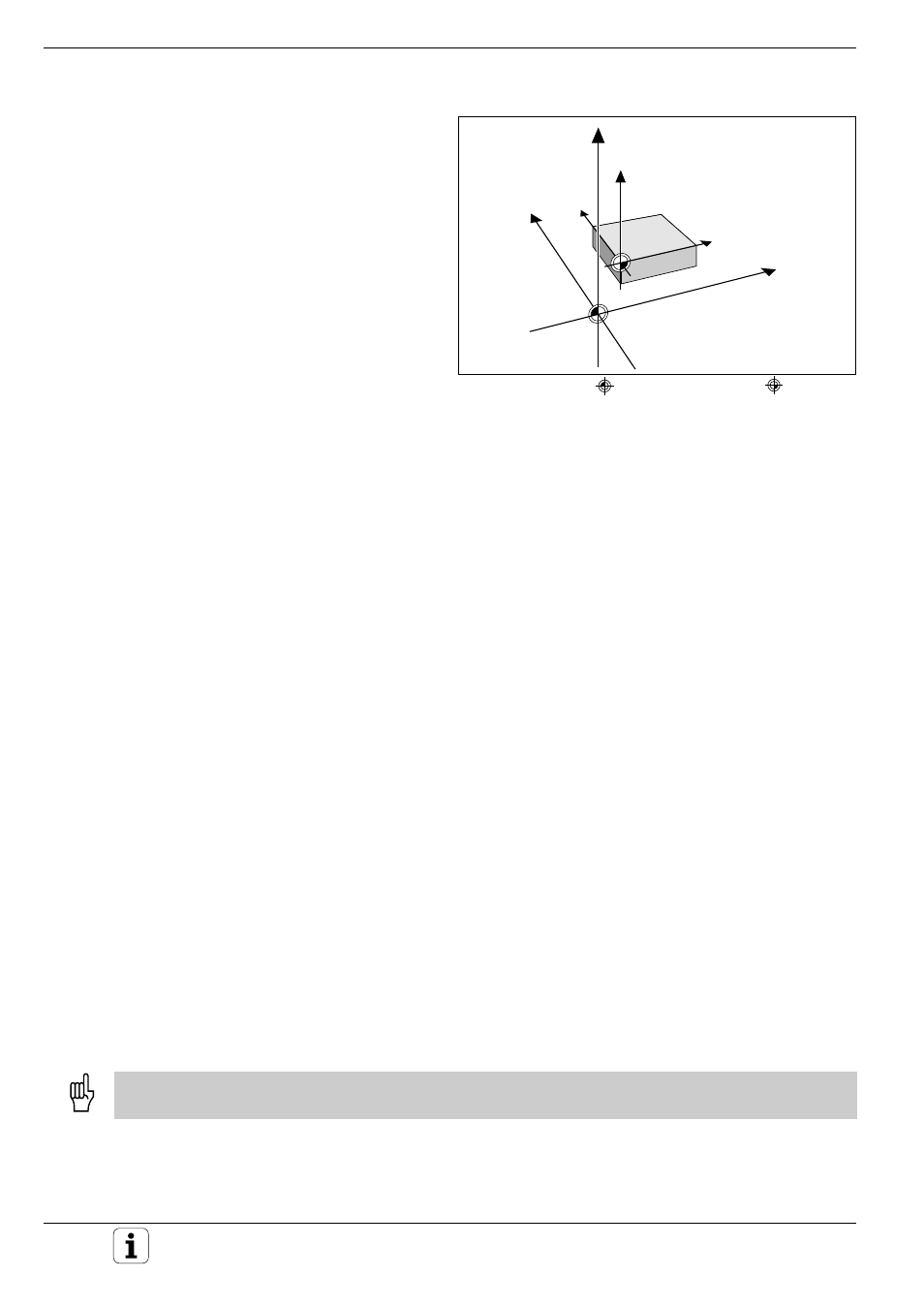
Abb. 5.58: Maschinen-
und Werkstück-Nullpunkt
Werkstück-Bezugspunkt
Die Position des Bezugspunkts für die Werkstück-
Koordinaten wird in der Betriebsart MANUELLER
BETRIEB festgelegt (siehe S. 2-7). Dabei werden
direkt die Koordinaten des Bezugspunkts für die
Bearbeitung eingegeben.
Sollen sich Koordinaten immer auf den Maschinen-
Nullpunkt beziehen, so kann das Bezugspunkt-
Setzen für eine oder mehrere Achsen gesperrt
werden.
Ist das Bezugspunkt-Setzen für alle Achsen
gesperrt, zeigt die TNC den Softkey DATUM SET
in der Betriebsart MANUELLER BETRIEB nicht
mehr an.
Vorschubfaktor für Eintauchbewegungen: M103 F...
Standardverhalten – ohne M103 F...
Die TNC verfährt das Werkzeug unabhängig von der Bewegungsrichtung
mit dem zuletzt programmierten Vorschub.
Vorschub beim Eintauchen reduzieren –
mit M103 F...
Die TNC reduziert den Bahnvorschub bei Bewegungen in negativer
Richtung der Werkzeugachse. Dabei wird der Vorschubanteil der Werk-
zeugachse auf einen Wert begrenzt, den die TNC aus dem zuletzt
programmierten Vorschub errechnet:
FZMAX = FPROG • F%
FZMAX: Maximaler Vorschub in Richtung der
negativen Werkzeugachse
FPROG: Zuletzt programmierter Vorschub
F%:
Programmierter Faktor hinter M103 in %
Wirkungsdauer
M103 F... wird aufgehoben durch erneute Eingabe von M103 ohne
Faktor.
Beispiel: Vorschub beim Eintauchen 20 % des Ebenenvorschubs
Tatsächlicher Bahnvorschub
(mm/min)
bei Override 100 %
L X+20 Y+20 RL F500 M103 F20
500
L Y+50
500
L IZ–2,5
100
L IY+5 IZ–5
316
L IX+50
500
L Z+5
500
M103 F... wird mit Maschinenparameter 7440 aktiviert (siehe S. 12-12).
X
Z
Y
Y
X
Z
M
M
M
.
.
.
.