HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 56
TNC 425/TNC 415 B/TNC 407
3
Programm-Test und Programmlauf
3-8
0
ENT
GOTO
z.B.
4
z.B.
ENT
3
4
ENT
ENT
1
8
z.B.
2
1
I
Beliebiger Einstieg ins Programm
Die Funktion RESTORE POS AT N muß vom Maschinen-Hersteller freigegeben werden.
Ein Bearbeitungsprogramm wird mit der Funktion RESTORE POS AT N
(Satzvorlauf) erst ab einem frei wählbaren Satz N abgearbeitet. Die
Werkstück-Bearbeitung bis zu diesem Satz wird von der TNC rechne-
risch berücksichtigt. Sie kann grafisch dargestellt werden.
Wenn ein Programm mit einem INTERNAL STOP abgebrochen wird,
bietet die TNC automatisch den Satz N zum Einstieg an, in dem das
Programm unterbrochen wurde.
• Der Satzvorlauf darf nicht in einem Unterprogramm beginnen.
• Alle benötigten Programme, Tabellen und Paletten-Dateien müssen in einer Programmlauf-Betriebsart
angewählt sein.
• Enthält das Programm bis zum Ende des Satzvorlaufs eine programmierte Unterbrechung, wird dort der
Satzvorlauf unterbrochen. Um den Satzvorlauf fortzusetzen, die externe START-Taste drücken.
• Nach einem Satzvorlauf wird das Werkzeug mit der Funktion RESTORE POSITION auf die ermittelte
Position gefahren.
• Über Maschinenparameter 7680 wird festgelegt, ob der Satzvorlauf bei verschachtelten Programmen im
Satz 0 des Hauptprogramms oder im Satz 0 des Programms beginnt, in dem der Programmlauf zuletzt
unterbrochen wurde.
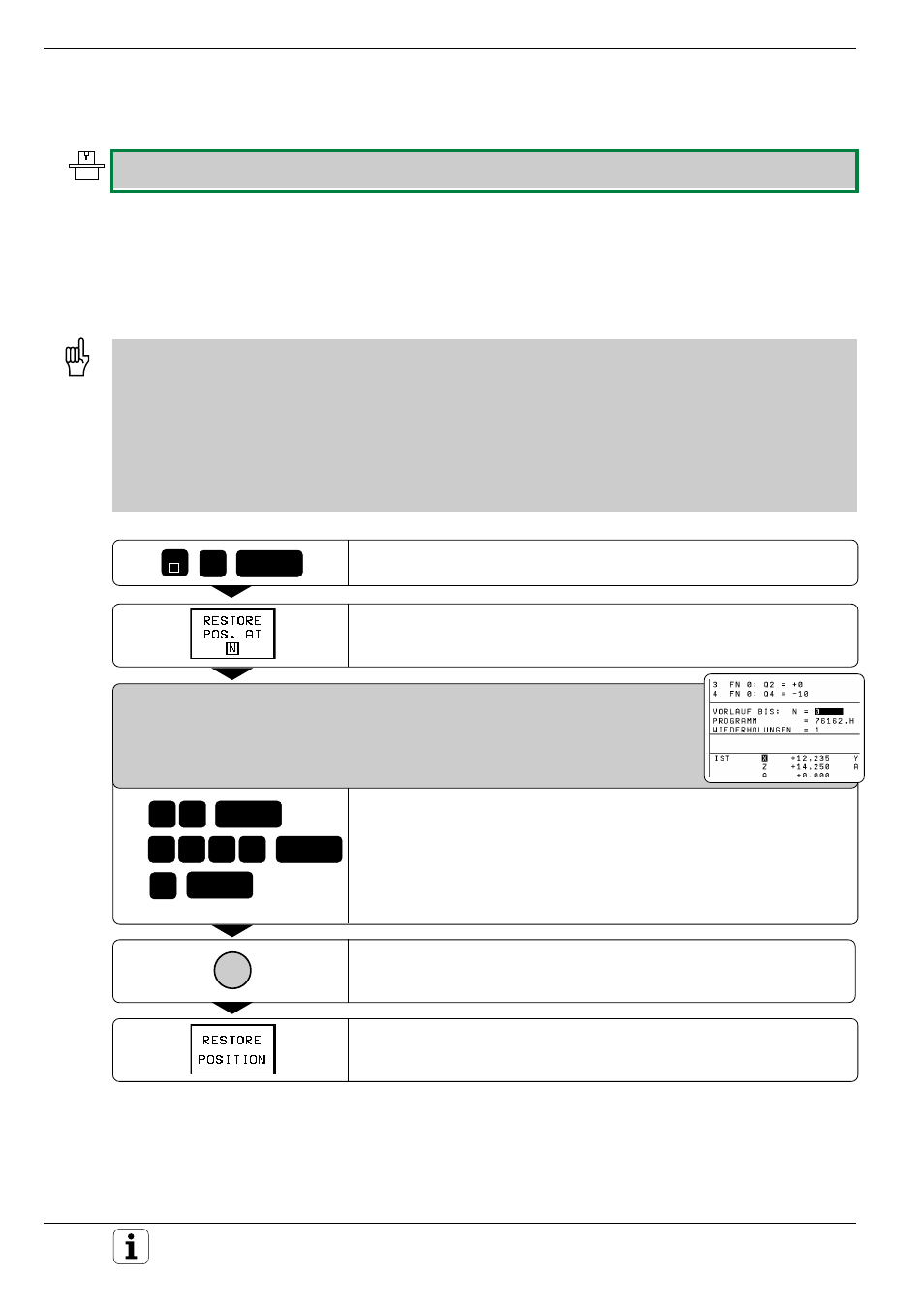
Ersten Satz des aktuellen Programms als Beginn für Vorlauf
awählen
Satzvorlauf wählen
VORLAUF BIS: N
=
PROGRAMM
=
WIEDERHOLUNGEN
=
Nummer N des Satzes eingeben, bei dem der Vorlauf enden soll
Namen des Programms eingeben, in dem der Satz N steht
Anzahl der Wiederholungen eingeben, die im Satz-Vorlauf berücksich-
tigt werden sollen, falls Satz N in einer Programmteil-Wiederholung
steht
Satzvorlauf starten
Kontur anfahren (siehe nächste Seite)