Yx z cc – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 135
Advertising
TNC 425/TNC 415 B/TNC 407
5-36
5
Werkzeug-Bewegungen programmieren
Bahnbewegungen – Polarkoordinaten
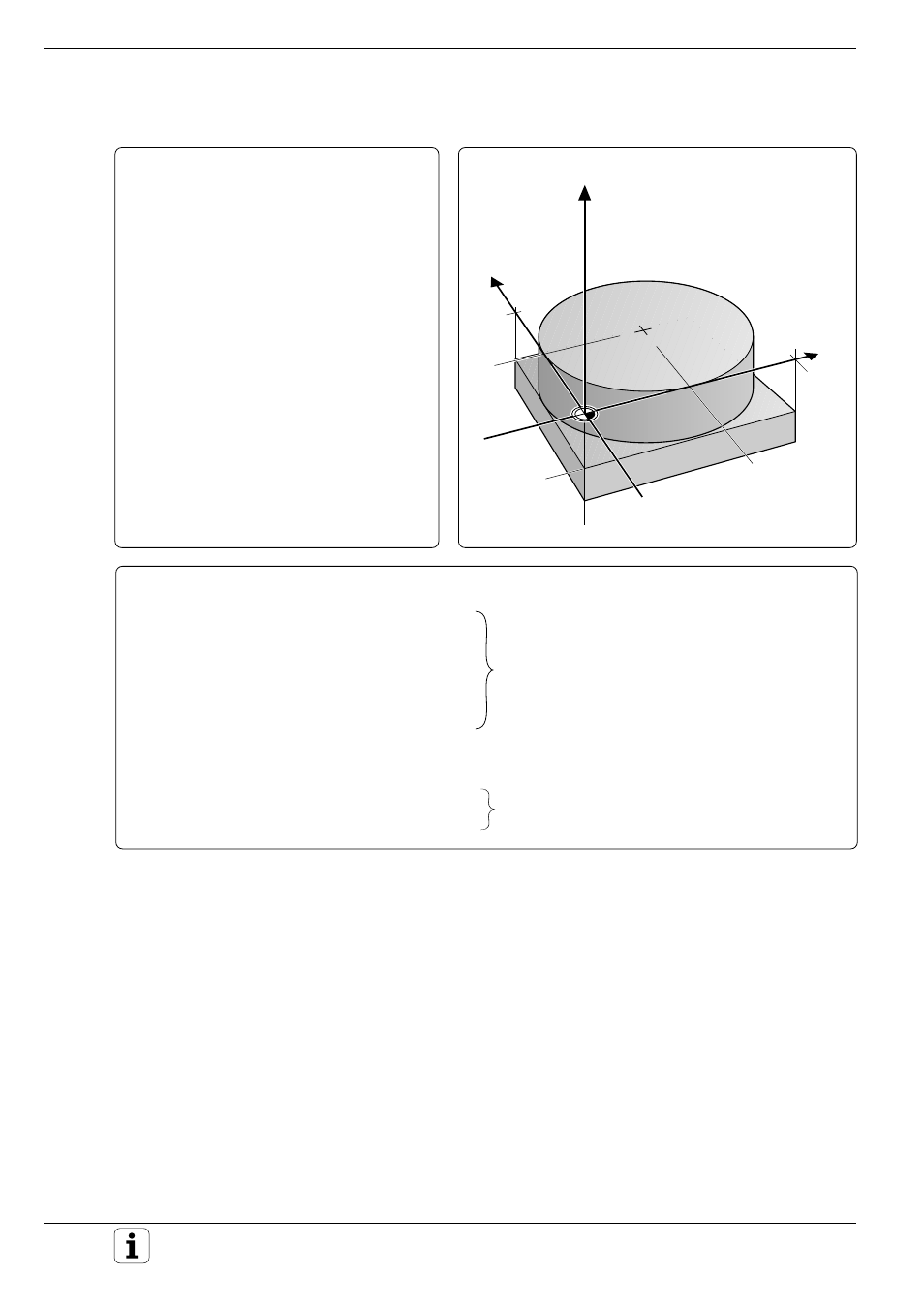
Übungsbeispiel: Vollkreis fräsen
Kreismittelpunkts-
Koordinaten:
X
= 50 mm
Y
= 50 mm
Radius:
R
= 50 mm
Frästiefe:
Z
F
= - 5 mm
Werkzeug-Radius:
R
= 15 mm
–5
100
100
50
50
Y
X
Z
CC
Allgemeine Angaben und erster Konturpunkt
Bearbeitungsprogramm
0
BEGIN PGM KREISPK MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+15
4
TOOL CALL 1 Z S1000
5
CC X+50 Y+50
6
L Z+100 R0 F MAX M6
7
APPR CT X+50 Y+0 CCA+60 R+5 RL F100 M3
8
CP PA+270 DR– ........................................................... Kreis zum Endpunkt PA = 270°, negativer Drehsinn
9
DEP CT CCA180 R+20 F100
10 L Z+100 F MAX M2
11 END PGM KREISPK MM
Werkzeug freifahren und Programm beenden
Advertising