HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 319
TNC 425/TNC 415 B/TNC 407
9-52
9
3D-Tastsysteme
NC-Programmsätze z.B.:
TCH PROBE 5.0
BEREICH
TCH PROBE 5.1
PGMNAME: DATRND
TCH PROBE 5.2
Z X+0 A+0 Z+0
TCH PROBE 5.3
X+85 A+270 Z+65
TCH PROBE 5.4 HOEHE: 50
TCH PROBE 6.0
MAEANDER
TCH PROBE 6.1
RICHTUNG A A-Achse wird als Zeilenrichtung
festgelegt (Bild 9.7)
TCH PROBE 6.2
HUB: 0,3 L.ABST: 0,5 P.ABST: 0,5
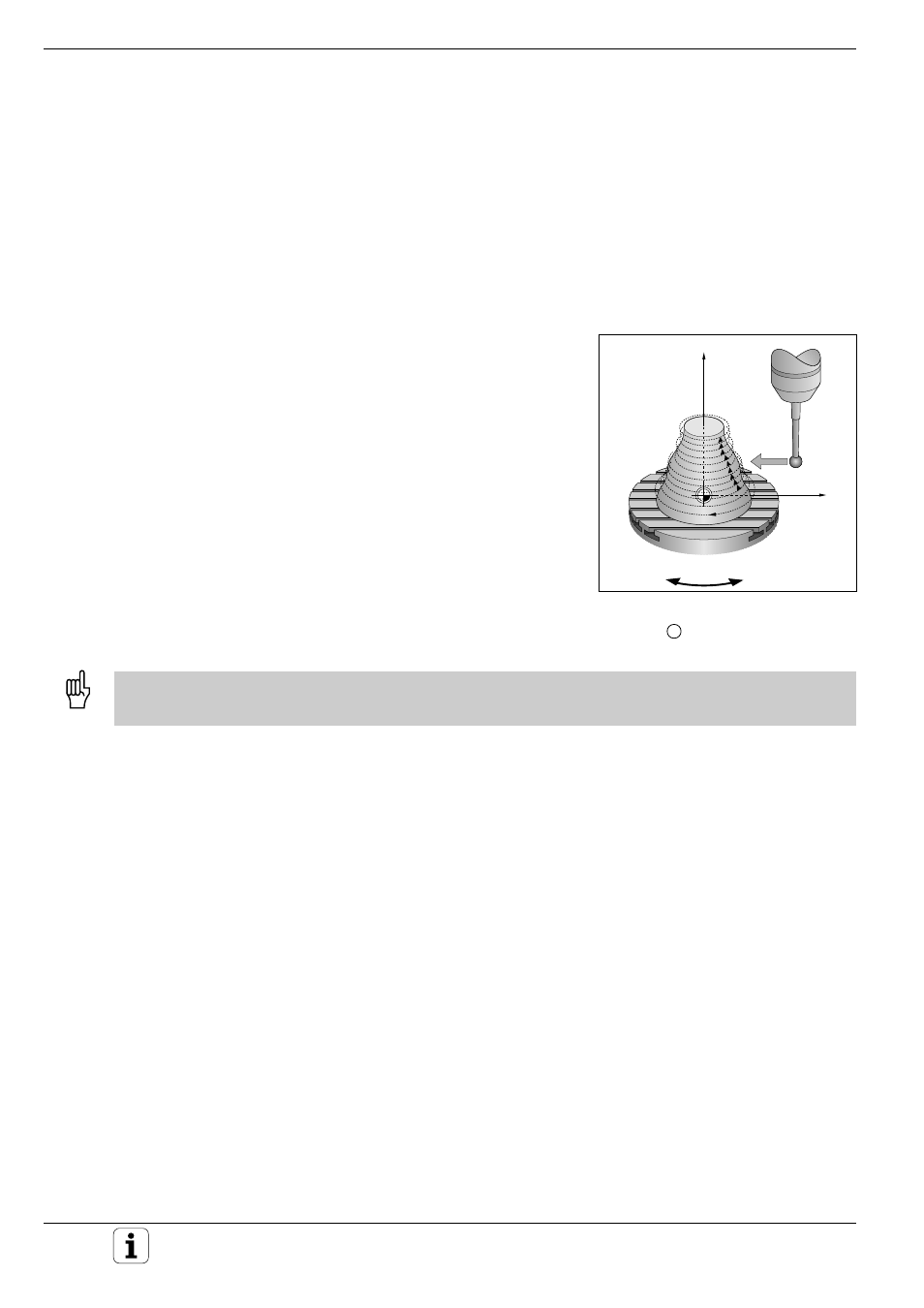
HOEHENLINIEN mit Drehachse
Im Zyklus ist der Startpunkt in einer Linearachse (z.B. X) und einer
Drehachse (z.B. C) festzulegen. Ebenso ist die Anfahrfolge entsprechend
zu definieren. Das Tastsystem schwingt dann z.B. in der X/C-Ebene.
Dieses Verfahren eignet sich auch für Maschinen, die nur zwei Linear-
achsen (z.B. Z/X) und eine Rundachse (z.B. C) zur Verfügung haben.
NC-Programmsätze z.B.:
TCH PROBE 5.0
BEREICH
TCH PROBE 5.1
PGMNAME: DATH
TCH PROBE 5.2
Z X–50 C+0 Z+0
TCH PROBE 5.3
X+50 C+360 Z+85
TCH PROBE 5.4 HOEHE: 50
TCH PROBE 7.0
HOEHENLINIEN
TCH PROBE 7.1
ZEIT: 250 X+80 C+0
TCH PROBE 7.2
ANFAHRFOLGE X–/C+
TCH PROBE 7.3
HUB 0,3 L.ABST: –0,5 P.ABST: 0,5
Die in der ANFAHRFOLGE festgelegte Drehrichtung der Drehachse gilt für alle Höhenlinien (Zeilen). Dadurch wird
die anschließende Fräsbearbeitung konstant im Gleich- oder Gegenlauf durchgeführt.
X
Z
C
Abb. 9.34: Zeilenförmig Digitalisieren mit
Rundachse; Linienrichtung z.B. C;
1 : L.ABST