HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 166
5-67
TNC 425/TNC 415 B/TNC 407
5
Werkzeug-Bewegungen programmieren
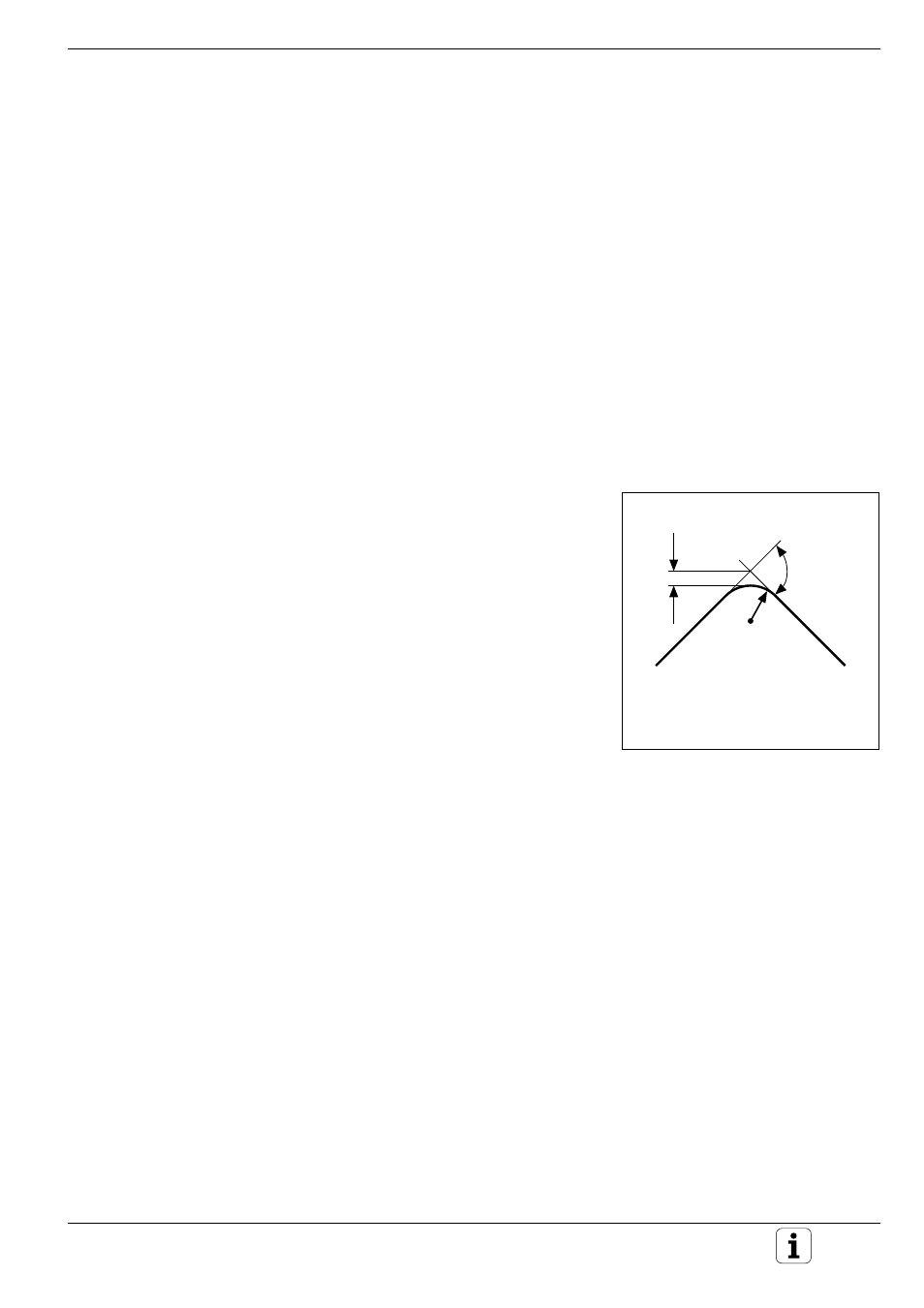
Abb. 5.59: Zulässige Abweichung T von der
programmierten Kontur
Zusatz-Funktionen für das Bahnverhalten
Vorschubgeschwindigkeit bei Kreisbögen: M109/M110/M111
Standardverhalten – M111
Die programmierte Vorschubgeschwindigkeit bezieht sich auf die Werk-
zeug-Mittelpunktsbahn.
Konstante Bahngeschwindigkeit bei Kreisbögen (Vorschub-Erhöhung und -Reduzierung) – M109
Die TNC reduziert bei einer Innenbearbeitung den Vorschub bei Kreis-
bögen automatisch soweit, daß der Vorschub an der Werkzeugschneide
konstant bleibt.
Bei einer Außenbearbeitung wird der Vorschub bei Kreisbögen ent-
sprechend erhöht.
Konstante Bahngeschwindigkeit bei Kreisbögen (nur Vorschub-Reduzierung) – M110
Die TNC reduziert ausschließlich bei einer Innenbearbeitung den Vor-
schub bei Kreisbögen. Bei Außenbearbeitung von Kreisbögen erfolgt
keine Vorschub-Anpassung.
Rundungskreis zwischen Geradenstücken einfügen: M112 T... A...
Standardverhalten – ohne M112 T... A...
Eine aus vielen kurzen Geradenstücken zusammengesetzte Kontur wird
so abgearbeitet, daß die Ecken exakt angefahren werden. Dies hat zur
Folge, daß beim Abarbeiten von Programmen ohne Werkzeug-Radiuskor-
rektur der Vorschub an Ecken auf Null reduziert wird.
Rundungskreis zwischen Geradenstücke einfügen – mit M112 T... A...
Die TNC fügt zwischen unkorrigierten Geradenstücken Rundungskreise
ein. Bei der Berechnung des Rundungskreises berücksichtigt die TNC:
• die über T eingegebene zulässige Abweichung von der programmier-
ten Kontur (Wert in mm eingeben; wird keine zulässige Abweichung
eingegeben, wird sie als unendlich angenommen)
• die Länge der beiden Geradenstücke an deren Schnittpunkt der
Rundungskreis eingefügt werden soll
• den programmierten Vorschub (Override-Stellung 100%) und die
Kreisbeschleunigung (wird vom Maschinen-Hersteller über
Maschinenparameter festgelegt)
Aus diesen drei Kriterien ermittelt die TNC drei Rundungskreise, von
denen der kleinste Radius eingefügt wird. Ist der Bahnvorschub beim
Abarbeiten für den berechneten Rundungskreis zu hoch, reduziert die
TNC den Vorschub automatisch. Falls über A ein Grenzwinkel [°] eingege-
ben wird, berücksichtigt die TNC bei der Berechnung des Rundungskrei-
ses den programmierten Vorschub nur, wenn der Winkel der Richtungs-
änderung größer als der programmierte Grenzwinkel ist.
Die zulässige Abweichung T sollte kleiner sein als der verwendete
Punktabstand.
NC-Satz: L X+123,723 Y+25,491 R0 FMAX M112 T0,005 A45
Parameter-Programmierung
Der Wert T kann auch über Q-Parameter festgelegt werden.
Wirkungsdauer
M112 T... A... wirkt im Betrieb mit Geschwindigkeits-Vorsteuerung und
im Schleppbetrieb. M112 T... A... wird mit M113 rückgesetzt.
R
T
A