HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 276
9-9
TNC 425/TNC 415 B/TNC 407
9
3D-Tastsysteme
Werkstück-Schieflage kompensieren
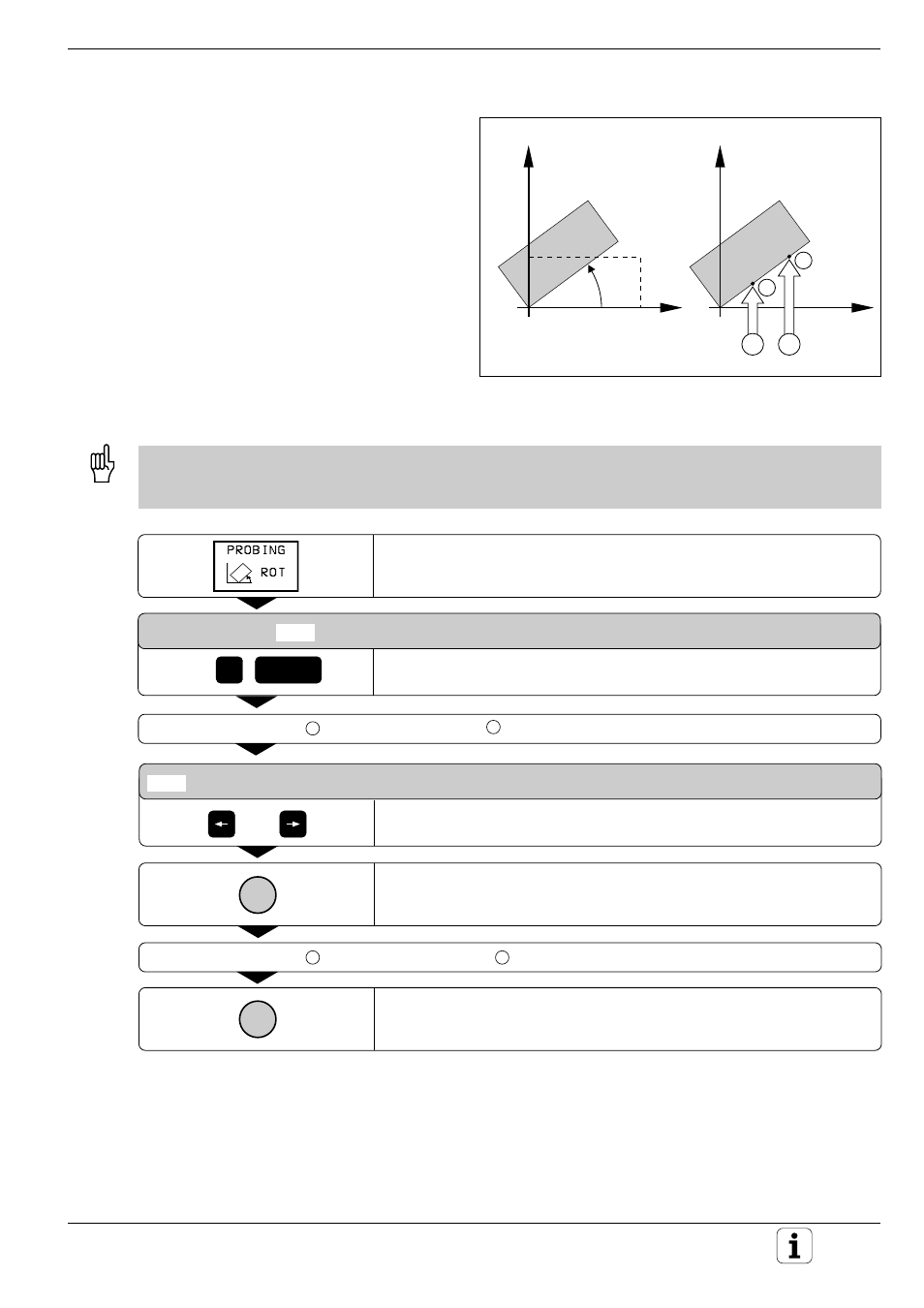
Eine schiefe Werkstück-Aufspannung kompensiert
die TNC rechnerisch durch eine „Grunddrehung“.
Dazu wird der DREHWINKEL auf den Winkel
gesetzt, den eine Werkstückfläche mit der Winkel-
bezugsachse (siehe S. 1-13) der Bearbeitungsebe-
ne einschließen soll.
PA
A
B
2
1
• Antastrichtung zum Messen der Werkstück-Schieflage immer senkrecht zur Winkelbezugsachse wählen
• Damit die Grunddrehung im Programmlauf richtig verrechnet wird, sind im ersten Verfahrsatz beide
Koordinaten der Bearbeitungsebene zu programmieren
0
z.B.
ENT
Antastfunktion mit Softkey PROBING ROT anwählen
DREHWINKEL =
DREHWINKEL auf Soll-Wert setzen
Tastsystem in die Nähe
A
des ersten Antastpunkts
1
verfahren
oder
I
I
X + X Y + Y
Antastrichtung anwählen
Antastvorgang starten
Tastsystem in die Nähe
B
des zweiten Antastpunkts
2
verfahren
Antastvorgang starten
Eine Grunddrehung wird netzausfallsicher gespeichert und ist für alle
nachfolgenden Programmläufe und grafischen Simulationen wirksam.
Antastzyklen in den Betriebsarten MANUELL und EL. HANDRAD
Abb. 9.10: Grunddrehung eines Werkstücks, Antastschritte zur
Kompensation (rechts); gestrichelt die Soll-Lage;
PA wird kompensiert