HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 271
TNC 425/TNC 415 B/TNC 407
9-4
9
3D-Tastsysteme
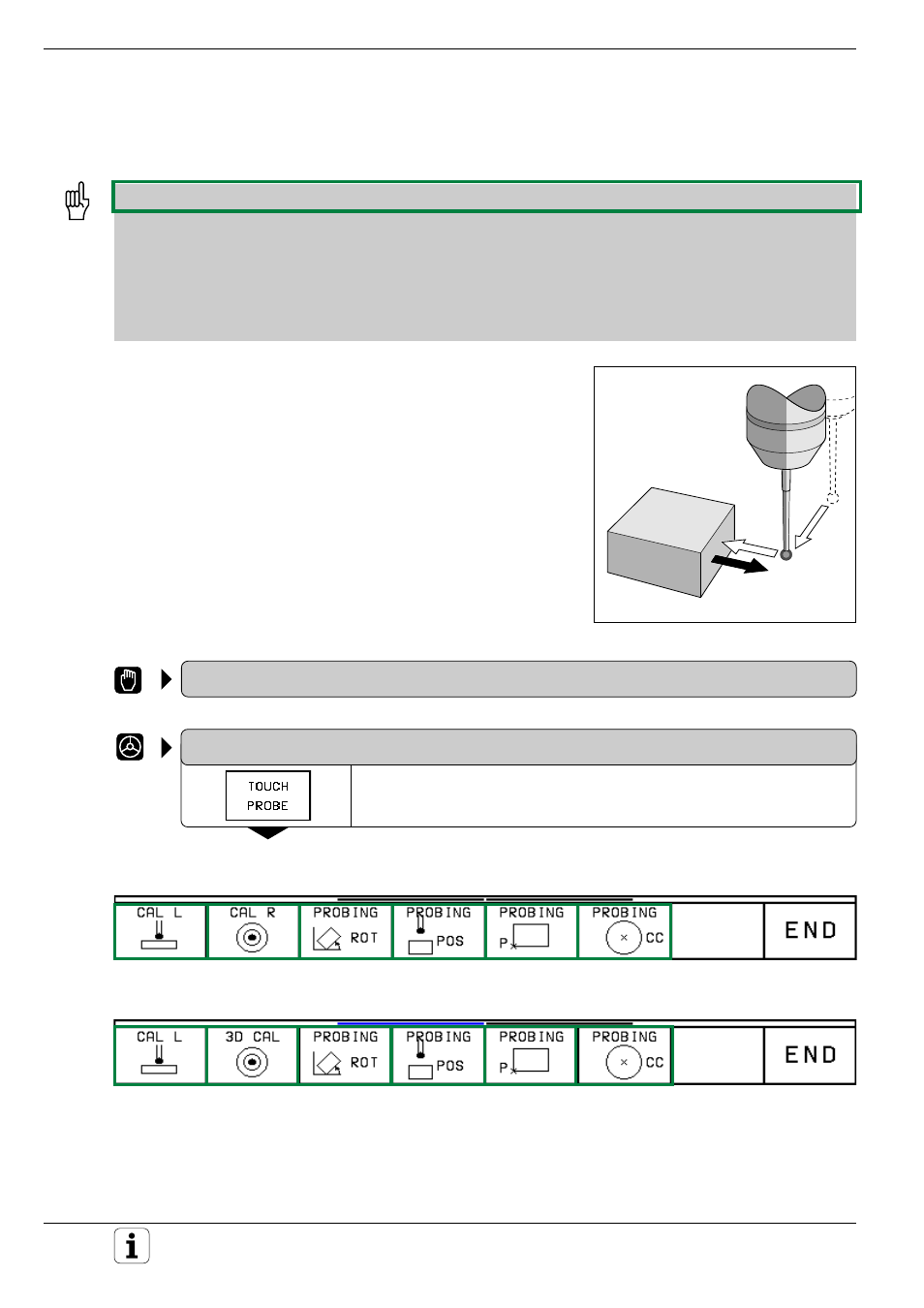
Abb. 9.5:
Vorschübe beim Antasten
F
max
F
F
Wenn Sie mit dem TS 120 oder TS 511 arbeiten, erhalten Sie folgende
Softkey-Leiste:
Wenn Sie mit dem TM 110 arbeiten, erhalten Sie folgende Softkey-
Leiste:
9.2 Antastzyklen in den Betriebsarten MANUELL und EL. HANDRAD
• Die TNC muß vom Maschinen-Hersteller für den Einsatz eines 3D-Tastsystems vorbereitet sein.
• Werden Messungen während des Programmlaufs durchgeführt ist darauf zu achten, daß die Werkzeug-Daten
(Länge, Radius, Achse) entweder aus den kalibrierten Daten oder aus dem letzten TOOL-CALL-Satz verwen-
det werden können (Auswahl über MP7411 siehe S. 12-11).
• Falls Sie abwechselnd mit einem schaltenden und einem messenden Tastsystem arbeiten, achten Sie darauf,
daß:
– über MP 6200 das richtige Tastsystem gewählt ist (siehe S. 12-4)
– das messende und das schaltende Tastsystem nie gleichzeitig an der Steuerung angeschlossen sind.
Die TNC kann nicht feststellen, welches Tastsystem tatsächlich in der Spindel eingesetzt ist.
Das 3D-Tastsystem verfährt in den Antastfunktionen nach Drücken der
externen START-Taste. Der Maschinen-Hersteller legt den Vorschub F
fest, mit dem es auf das Werkstück zufährt (MP6120). Wenn das 3D-
Tastsystem das Werkstück berührt,
• sendet es ein Signal an die TNC:
die Koordinaten der angetasteten Position werden gespeichert
• stoppt das 3D-Tastsystem
• fährt das 3D-Tastsystem im Eilgang auf die Startposition des Antast-
vorgangs zurück
Wird innerhalb des in MP6130 (TS 120/TS 511), bzw. MP 6330 (TM 110),
festgelegten Wegs der Taststift nicht ausgelenkt, gibt die TNC eine
entsprechende Fehlermeldung aus.
Antastfunktionen wählen
MANUELLER BETRIEB
oder
EL. HANDRAD
Antastfunktionen wählen