8 programm-beispiele – HEIDENHAIN TNC 407 (280 580) User Manual Benutzerhandbuch
Seite 202
7-17
TNC 425/TNC 415 B/TNC 407
7
Programmieren mit Q-Parametern
7.8 Programm-Beispiele
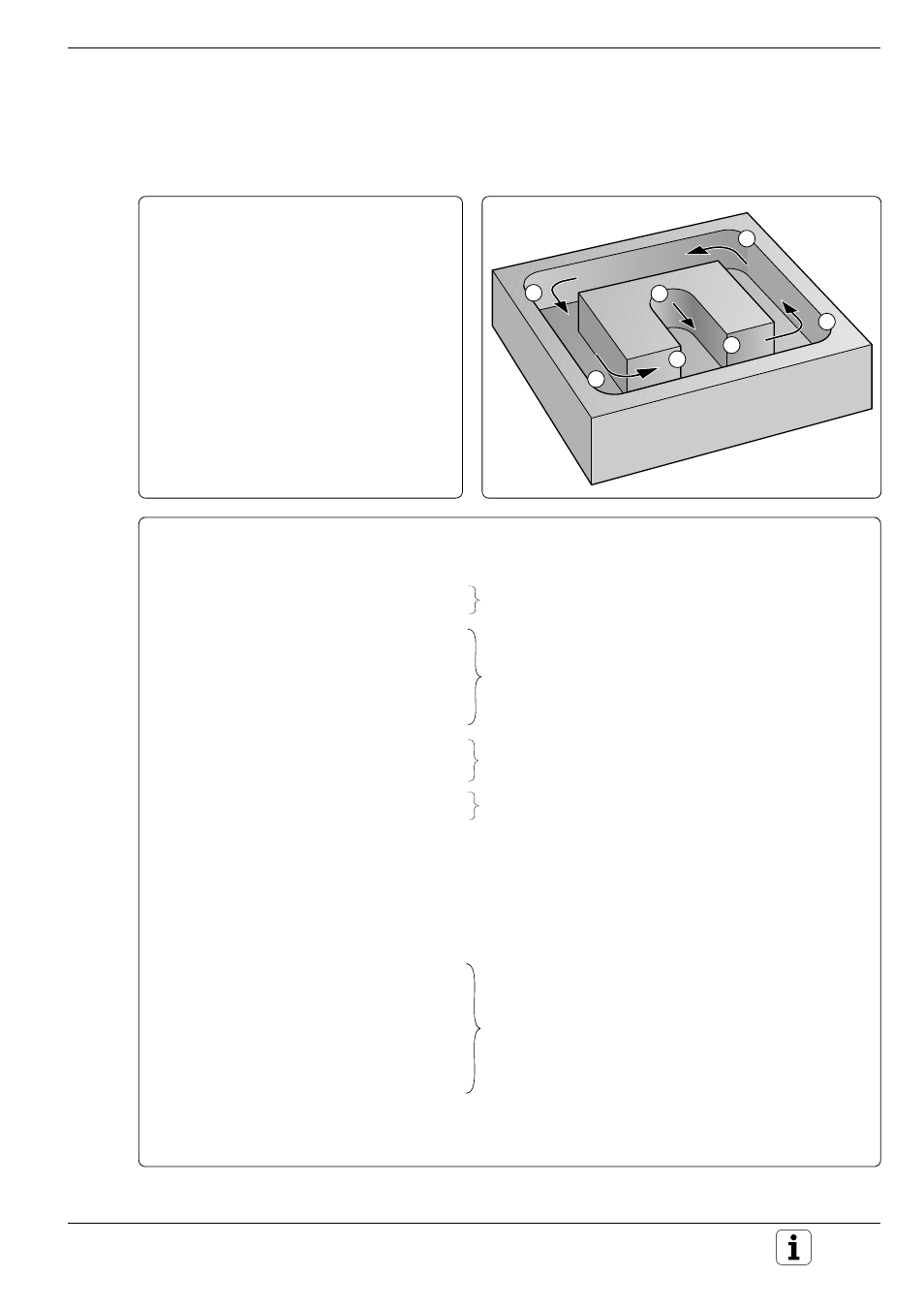
Rechtecktaschen-Rahmen mit Ecken-Runden und weichem Anfahren
Taschenzentrums-
Koordinaten:
X
=
50 mm (Q1)
Y
=
50 mm (Q2)
Taschenlänge
X
=
90 mm (Q3)
Taschenbreite
Y
=
70 mm (Q4)
Arbeitstiefe
Z
F
= (–)
15 mm (–Q5)
Ecken-Radius
R
=
10 mm (Q6)
Fräs-Vorschub
F
= 200 mm/min (Q7)
Bearbeitungsprogramm
0
BEGIN PGM QPARBSP1 MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
FN 0: Q1 = +50
4
FN 0: Q2 = +50
5
FN 0: Q3 = +90
6
FN 0: Q4 = +70
7
FN 0: Q5 = +15
8
FN 0: Q6 = +10
9
FN 0: Q7 = +200
10
TOOL DEF 1 L+0 R+5
11
TOOL CALL 1 Z S1000
12
L Z+100 R0 F MAX M6
13
FN4: Q13 = +Q3 DIV+2
14
FN4: Q14 = +Q4 DIV+2
15
FN4: Q16 = +Q6 DIV+4 ..................................... Rundungsradius für weiches Anfahren
16
FN4: Q17 = +Q7 DIV+2 ..................................... Vorschub in Ecken soll halb so groß sein wie bei Linear-
bewegungen
17
L X+Q1 Y+Q2 R0 F MAX M3 ............................ Vorpositionieren in X und Y (Taschenmitte), Spindel „Ein“
18
L Z+2 F MAX ...................................................... Über Werkstück vorpositionieren
19
L Z–Q5 FQ7 ........................................................ Mit Vorschub Q7 (= 100) auf Arbeitstiefe – Q5 (= –15 mm)
fahren
20
APPR LN IX+Q13 Y+Q2 LEN+Q14 RL F100 M3 ........ Rahmen anfahren
21
L IY+Q14
22
RND RQ6 FQ17
23
L IX–Q3
24
RND RQ6 FQ17
25
L IY–Q4
26
RND RQ6 FQ17
27
L IX+Q3
28
RND RQ6 FQ17
29
L IY+Q14
30
DEP LN LEN+20 F1000 ..................................... Wegfahren auf Taschenmitte
31
L Z+100 F MAX M2 ........................................... Werkzeug zurückziehen
32
END PGM QPARBSP1 MM
17
21
23
25
27
29
19
Länge und Breite des Taschenrahmens werden halbiert für
Verfahrwege in Satz 20, 21, 29
Werkzeug definieren und einwechseln
Programm-Beginn und Rohteil
Q-Parametern Rechtecktaschen-Daten zuweisen
Rechtecktaschen-Rahmen fräsen