7 aufmaße, sicherheitsabst™nde, 7 aufmaße, sicherheitsabstände, 6 bearbeitungs-bef ehle – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 130
4 DIN PLUS
118
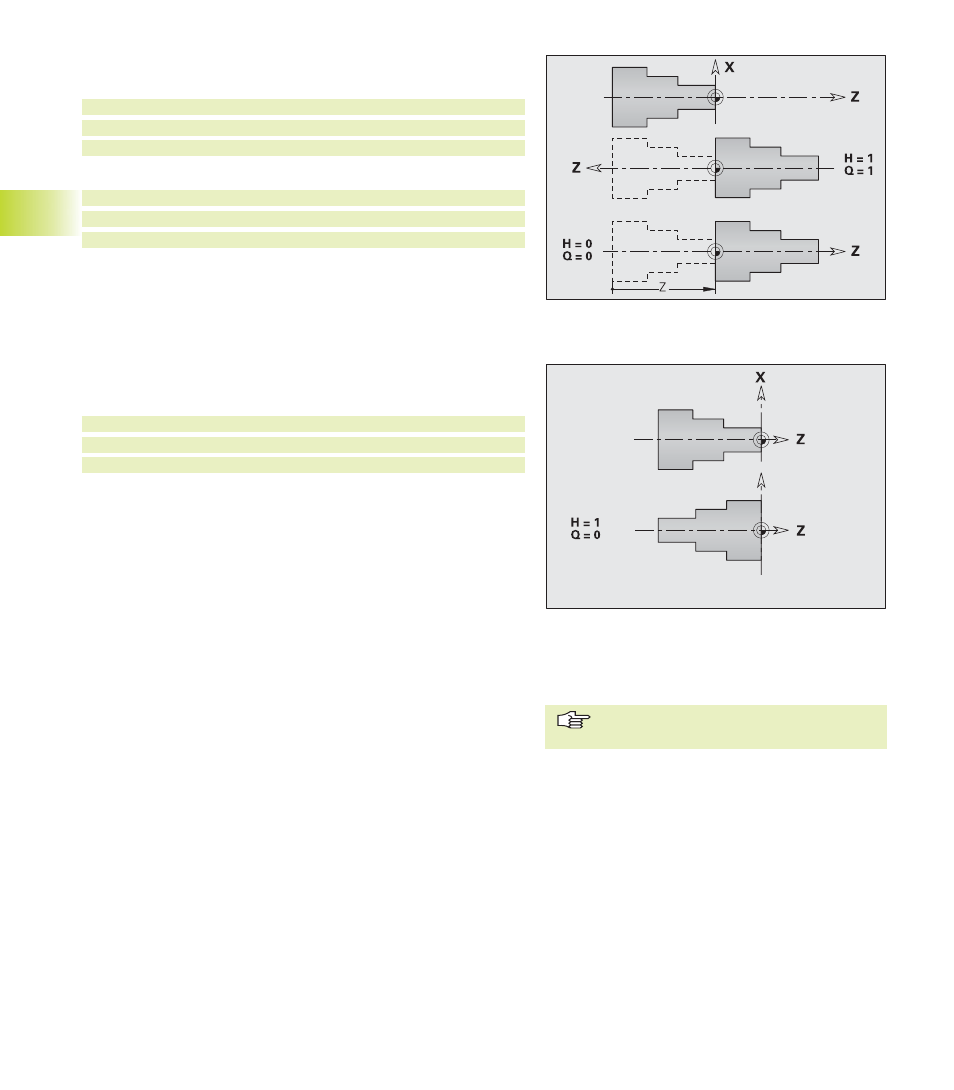
Beispiel Rückseitenbearbeitung mit Gegenspindel.
■
Teileübergabe mit Spiegelung des Koordinatensystems
. . .
N.. G121 H1 Q1 Z.. D1
. . .
■
Teileübergabe ohne Spiegelung des Koordinatensystems.
. . .
N.. G121 H0 Q0 Z.. D1
. . .
Beispiel Rückseitenbearbeitung mit einer Spindel
Das Werkstück wird manuell für die Bearbeitung der Rückseite um-
gespannt.
. . .
N.. G121 H1 Q0 Z.. D1
. . .
4.6.7 Aufmaße, Sicherheitsabstände
Sicherheitsabstand G47
Sicherheitsabstand für die Drehzyklen: G810, G820, G830, G835,
G860, G869, G890; Bohrzyklen G71, G72, G74 und Fräszyklen
G840...G846.
G47 ohne Parameter aktiviert die Parameterwerte (Bearbeitungs-
Parameter 2, ... – Sicherheitsabstände).
Parameter
P:
Sicherheitsabstand
Aufmaß abschalten G50
Schaltet mit G52-/G39-Geo definierte Aufmaße für den folgenden
Zyklus ab. Programmieren Sie G50 vor dem Zyklus.
G47 ersetzt den in Parametern oder mit
G147 festgelegten Sicherheitsabstand.
4.6 Bearbeitungs-Bef
ehle