4 genauhalt, 5 trennpunkte, 9 at tr ibut e zuor dnen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 279
HEIDENHAIN CNC PILOT 4290
267
Rauhtiefe
Die Rauhtiefe wird bei der Schlichtbearbeitung ausgewertet (siehe
auch „
4.5.4 Hilfsbefehle der Konturbeschreibung“). TURN PLUS un-
terscheidet:
■
Rauhtiefe (Rt) – allgemeine Rauhtiefe (Profiltiefe)
■
Mittenrauhwert (Ra)
■
Gemittelte Rauhtiefe (Rz)
Additive Korrektur
Der CNC PILOT verwaltet 16 werkzeugunabhängige Korrektur-
werte. Hier definieren Sie die „Nummer der additiven Korrektur“.
Der Korrekturwert wird bei der Bearbeitung des Werkstücks defi-
niert.
nicht bearbeiten
Die Auswirkung des Attributs ist von der Bearbeitungsart abhängig:
■
Schruppen: Das Attribut wird nur bei dem ersten/letzten Element
einer Innen-/Außenkontur ausgewertet. Formelemente werden
nicht bearbeitet.
■
Schlichten: Markierte Elemente werden nicht geschlichtet.
■
Vorbohren: Attribut wird nicht beachtet.
■
Einstechen: Markierte Einstiche werden nicht bearbeitet.
■
Gewindebearbeitung: Markierte Gewindeelemente werden
nicht geschlichtet und Gewinde nicht geschnitten.
■
Zentrisches Bohren: Markierte Bohrungen (Formelemente) wer-
den nicht gebohrt.
■
Bohren: Markierte Bohrungen (für die C-/Y-Bearbeitung) werden
nicht bearbeitet.
■
Fräsen: Markierte Fräskonturen (für die C-/Y-Bearbeitung) werden
nicht bearbeitet
6.9.4 Genauhalt
Markierte Konturelemente werden mit „Genauhalt“ bearbeitet (sie-
he auch „
4.5.4 Hilfsbefehle der Konturbeschreibung“).
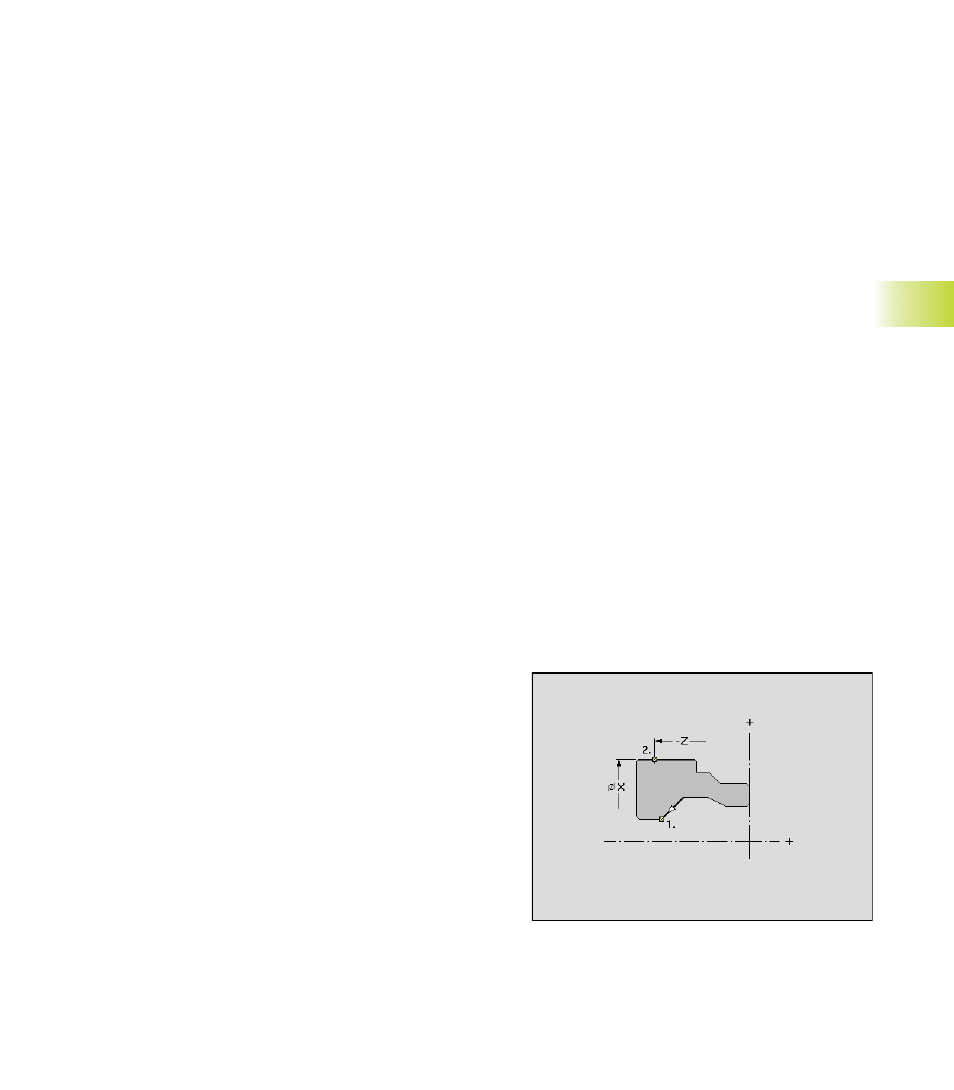
6.9.5 Trennpunkte
werden für für Wellenbearbeitung oder Bearbeitung in mehreren
Aufspannungen) verwendet.
Nach der Selektion des Elements öffnet TURN PLUS die Dialogbox
„Trennpunkt“.
Parameter
Position:
■
Löschen: löscht bestehenden Trennpunkt (eine Teilung
des Konturelements bleibt aber bestehen)
■
1. im Zielpunkt: Trennpunkt am Ende des Elements
■
2. auf Element: Trennpunkt liegt auf dem Element
X, Z:
Position des Trennpunkts
6
.9
At
tr
ibut
e
zuor
dnen