7 dr ehzyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 137
HEIDENHAIN CNC PILOT 4290
125
4.7 Dr
ehzyklen
D
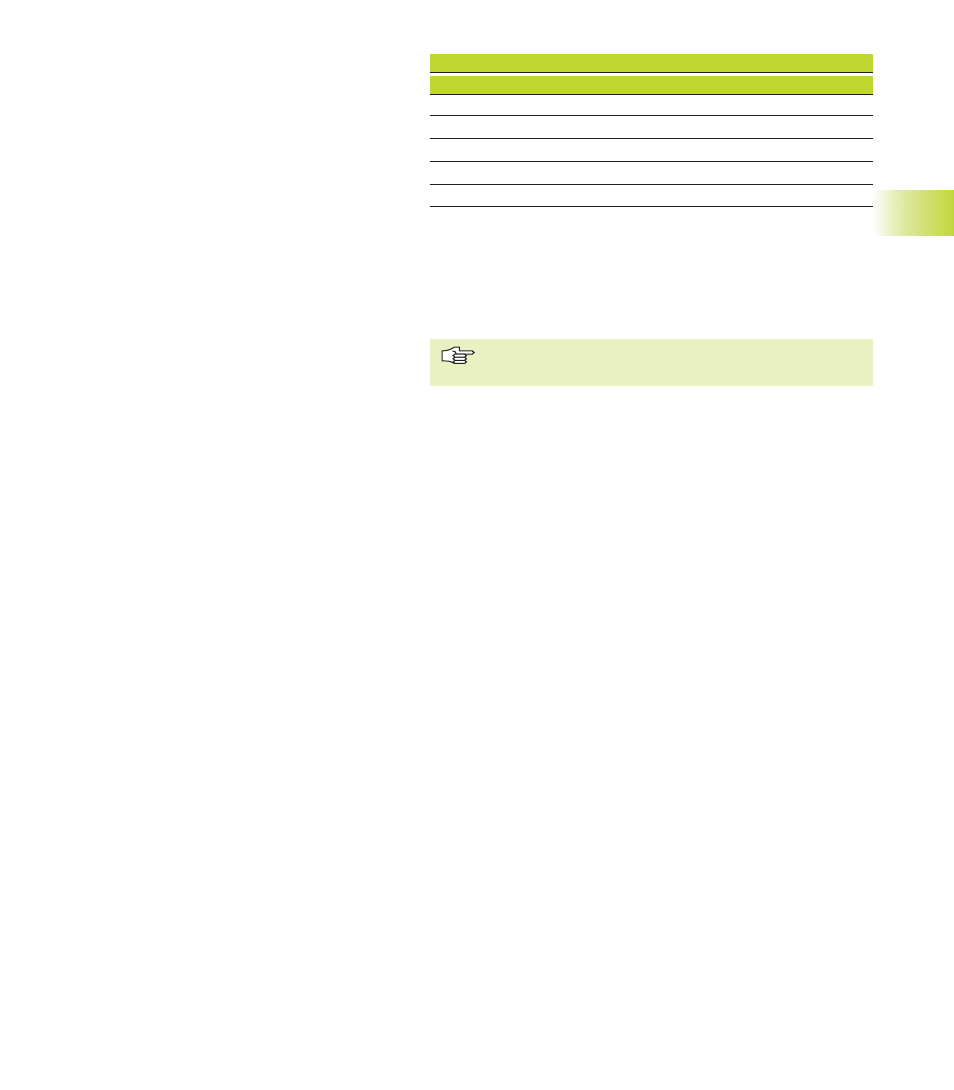
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
•
•
•
•
•
•
1
•
•
•
–
–
–
2
•
•
–
•
•
•
3
•
•
–
–
–
–
4
•
•
–
•
•
–
„•“: Elemente ausblenden
■
V=3: keine Bearbeitung
■
V=4: Fase/Verrundung wird bearbeitet –
nicht das Grundelement (Voraussetzung:
Konturabschnitt mit einem Element)
D:
Elemente ausblenden (beeinflusst die Bear-
beitung von Freistichen, Freidrehungen: siehe
Tabelle) – default: 0
B:
Schlitten-Vorlauf bei 4-Achs-Bearbeitung
■
B=0: beide Schlitten arbeiten auf gleichem
Durchmesser – mit doppeltem Vorschub
■
B<>0: Abstand zum „führenden“ Schlitten
(der Vorlauf). Die Schlitten arbeiten mit glei-
chem Vorschub auf unterschiedlichen Durch-
messern.
■
B<0: Schlitten mit größerer Nummer führt
■
B>0: Schlitten mit kleinerer Nummer führt
Einsatz als 4-Achs-Zyklus
■
Wird auf „gleichem Durchmesser“ gearbeitet,
starten beide Schlitten gleichzeitig.
■
Wird auf „unterschiedlichen Durchmessern“ gear-
beitet, startet der „geführte Schlitten“, wenn der
führende Schlitten den „Vorlauf B“ erreicht hat.
Diese Synchronisation erfolgt bei jedem Schnitt.
Jeder Schlitten stellt um die errechnete Schnitttie-
fe zu.
Bei einer ungleichen Zahl von Schnitten führt der
„führende Schlitten“ den letzten Schnitt durch.
Bei „konstanter Schnittgeschwindigkeit“ richtet
sich die Schnittgeschwindigkeit nach dem führen-
den Schlitten. Das führende Werkzeug wartet mit
der Rückzugsbewegung auf das nachfolgende
Werkzeug.
Achten Sie bei 4-Achs-Zyklen auf identische Werkzeuge
(Werkzeugtyp, Schneidenradius, Schneidenwinkel, etc.).