6 bearbeitungsattribute, 9 at tr ibut e zuor dnen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 280
6 TURN PLUS
268
Softkeys „Ebenenwahl“
Nächste/vorhergehende Ebene bei „Fi-
gur in Figur“
Nächste/vorhergehende Ebene bei „Fi-
gur in Figur“
Nächste/vorhergehende Figur oder
Muster
Nächste/vorhergehende Figur oder
Muster
6.9.6 Bearbeitungsattribute
Die AAG wertet die Bearbeitungsattribute für die Arbeitsplangene-
rierung aus. Die IAG übernimmt die Bearbeitungsattribute als Zy-
klus-Parameter
Bearbeitungsattribute definieren
Bearbeitungsebene einstellen (Drehkontur, Stirn- oder Mantel-
fläche, etc.)
Attributtyp auswählen (Untermenü von „Bearbeitungs-Attribute)
Konturelement selektieren (vorhande Attribute werden angezeigt)
Attribute eingeben/ändern
Softkeys
Sind in einer Figur Bohrungen oder Muster angelegt („Figur in Fi-
gur“), unterscheidet TURN PLUS diese „Ebenen“. Wählen Sie zuerst
die Ebene und dann die gewünschte Kontur aus.
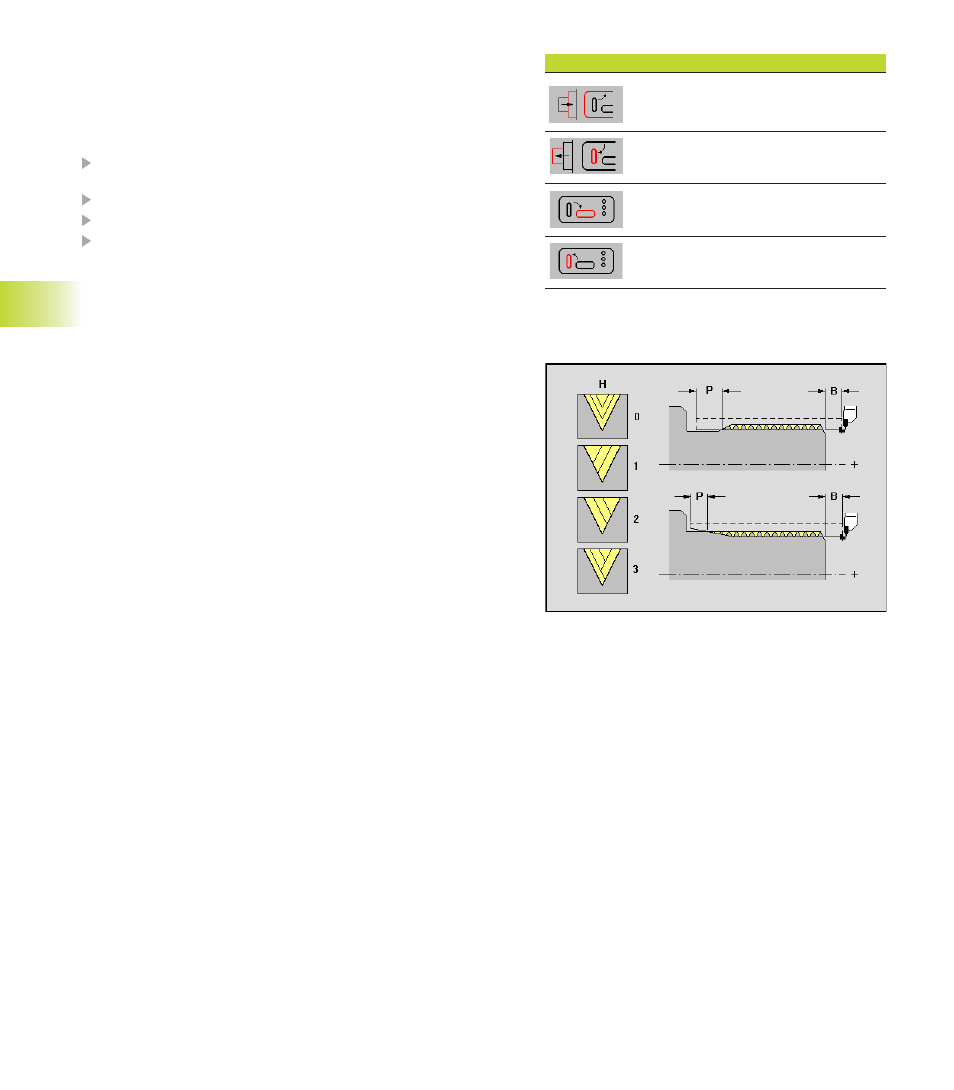
Bearbeitungsattribut Gewindedrehen
Parameter
B, P:
Anlauflänge, Überlauflänge – keine Eingabe: der CNC PI-
LOT ermittelt die Länge aus nebenliegenden Freistichen
oder Einstichen. Ist kein Freistich/Einstich vorhanden, wird
„Gewindeanlauf-, Gewindeauslauflänge" aus Bearbeitungs-
Parameter 7 verwendet (siehe auch „
4.8 Gewindezyklen“).
C:
Startwinkel – wenn der Gewindeanfang definiert zu nicht
rotationssymetrischen Konturelementen liegt
I:
maximale Zustellung
V:
Zustellart
■
(V=0) konstanter Querschnitt: konstanter Spanquerschnitt
bei allen Schnitten
■
(V=1) konstante Zustellung
■
(V=2) (Rest-)Schnittaufteilung: Ergibt die Division Gewin-
detiefe/Zustellung einen Rest, gilt dieser „Rest" für die er-
ste Zustellung. Der „letzte Schnitt" wird in 1/2-, 1/4-, 1/8-
und 1/8-Schnitt aufgeteilt.
■
(V=3) EPL-Methode: Zustellung wird aus Steigung und
Drehzahl berechnet
H:
Versatzart der einzelnen Zustellungen zum Glätten der
Gewindeflanken
■
H=0: ohne Versatz
■
H=1: Versatz von links
■
H=2: Versatz von rechts
■
H=3: Versatz abwechselnd rechts/links
Q:
Anzahl Leerschnitte – nach dem letzten Schnitt (zum Abbau
des Schnittdrucks im Gewindegrund)
6
.9
At
tr
ibut
e
zuor
dnen