11 fr™szyklen, 11 fräszyklen, 1 1 f räszyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 164
4 DIN PLUS
152
4.11 Fräszyklen
Konturfräsen G840
G840 fräst, schlichtet, graviert oder entgratet Figuren oder „freie
Konturen“ (offene oder geschlossene Konturen) der Programmab-
schnitte:
■
STIRN
■
RUECKSEITE
■
MANTEL
NS/NE legt den Konturabschnitt und die Konturrichtung fest. Bei ge-
schlossenen Konturen wird NE nicht programmiert. Bei einem ein-
zelnen Konturelement erreichen Sie durch Programmierung von NS
und NE eine Umkehr der Konturrichtung.
Die Fräsrichtung und die Fräserradiuskompensation (FRK) beein-
flussen Sie mit dem „Zyklustyp Q“, der „Fräslaufrichtung H“ und der
Drehrichtung des Fräsers (siehe Tabelle).
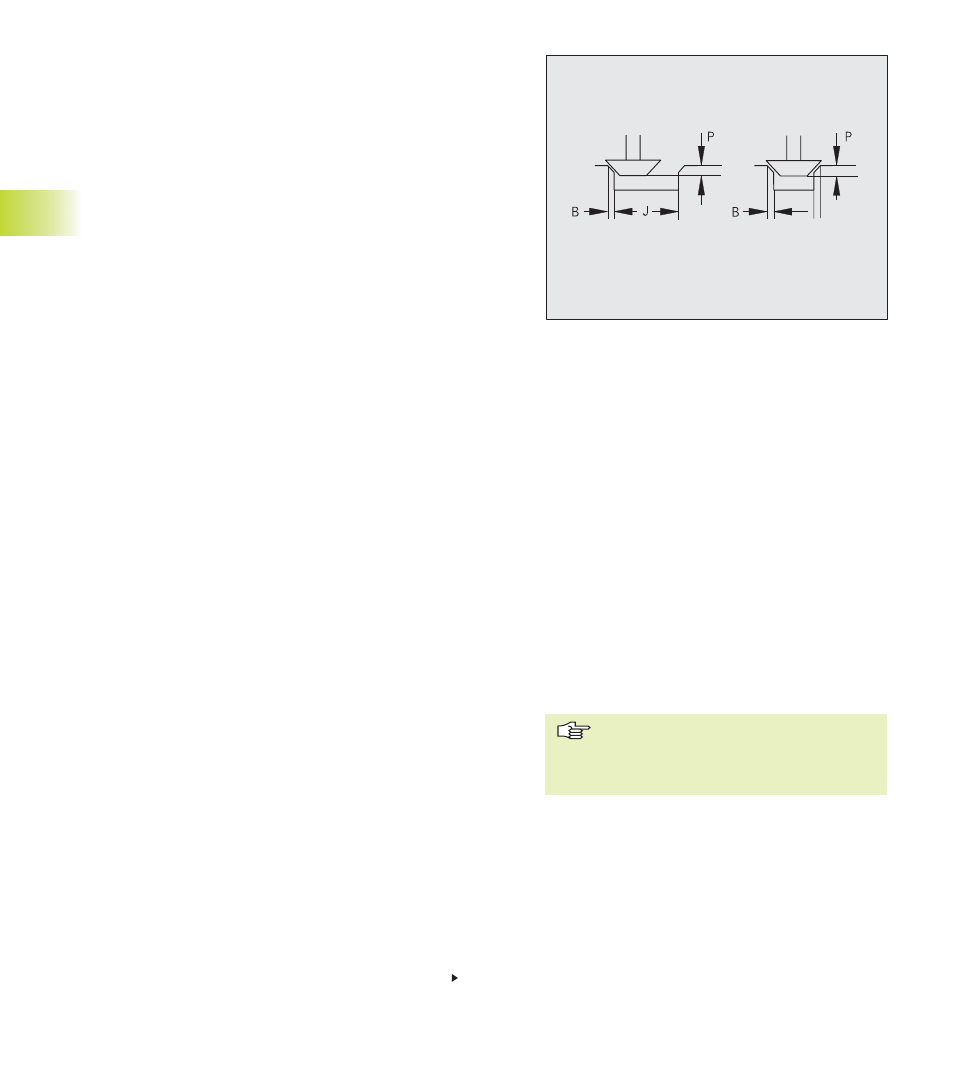
Entgraten
G840 entgratet, wenn „Fasenbreite B“ programmiert ist. „Frästiefe
P“ bestimmt dann die Eintauchtiefe des Werkzeugs – die „Zustel-
lung I“ entfällt.
„Vorbearbeitungsdurchmesser J“ (siehe Bild):
■
offene Kontur – J programmiert: die Kontur wird „rundherum“
entgratet. Voraussetzung: das Entgratwerkzeug hat einen kleine-
ren Durchmesser als das Fräswerkzeug.
■
offene Kontur – gleicher Durchmesser Entgrat- und Fräswerk-
zeug: J entfällt
■
geschlossene Kontur: die mit „Zyklustyp Q“ programmierte Sei-
te wird entgratet; J entfällt.
Die weiteren Parameter werden in der Regel so programmiert wie
beim Fräsen der Kontur.
An- und Abfahren
Bei geschlossenen Konturen ist der Lotpunkt der Werkzeugposition
auf das erste Konturelement die An- und Abfahrposition. Kann das
Lot nicht gefällt werden, ist der Startpunkt des ersten Elements die
An- und Abfahrposition.
Bei Figuren können Sie mit „Anfang/Ende Element Nummer D/V“
das An-/Abfahrelement auswählen oder Teile der Figur bearbeiten.
Aufmaß
Ein G58-Aufmaß „verschiebt“ die zu fräsende Kontur in die mit
„Zyklustyp“ vorgegebene Richtung. „Innenfräsen“ (geschlossene
Kontur) verschiebt die Kontur nach innen – „Außenfräsen“ nach au-
ßen. Bei offenen Konturen wird abhängig vom Zyklustyp die Kontur
nach links oder rechts verschoben.
Fortsetzung nächste Seite
4.1
1 F
räszyklen
■
Bei „Zyklustyp Q=0“ werden Aufmaße
nicht berücksichtigt.
■
G57- und negative G58-Aufmaße wer-
den nicht berücksichtigt.
Zyklusausführung
1 Startposition (X, Z, C) ist die Position vor dem Zy-
klus
2 errechnet die Frästiefen-Zustellungen
3 fährt auf Sicherheitsabstand an und stellt für die
erste Frästiefe zu
4 fräst die Kontur
5
■
Bei offenen Konturen und bei Nuten mit Nut-
breite = Fräserdurchmesser: stellt für die nächste
Frästiefe zu und fräst die Kontur in umgekehrter
Richtung.
■
Bei geschlossenen Konturen und Nuten: hebt
um den Sicherheitsabstand ab, fährt an und stellt
für die nächste Frästiefe zu.
6 wiederholt 4...5, bis die komplette Kontur gefräst
ist
7 fährt entsprechend „Rückzugsebene K“ zurück