12 int er aktiv e arbeitsplang ener ier ung (ia g) – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 306
6 TURN PLUS
294
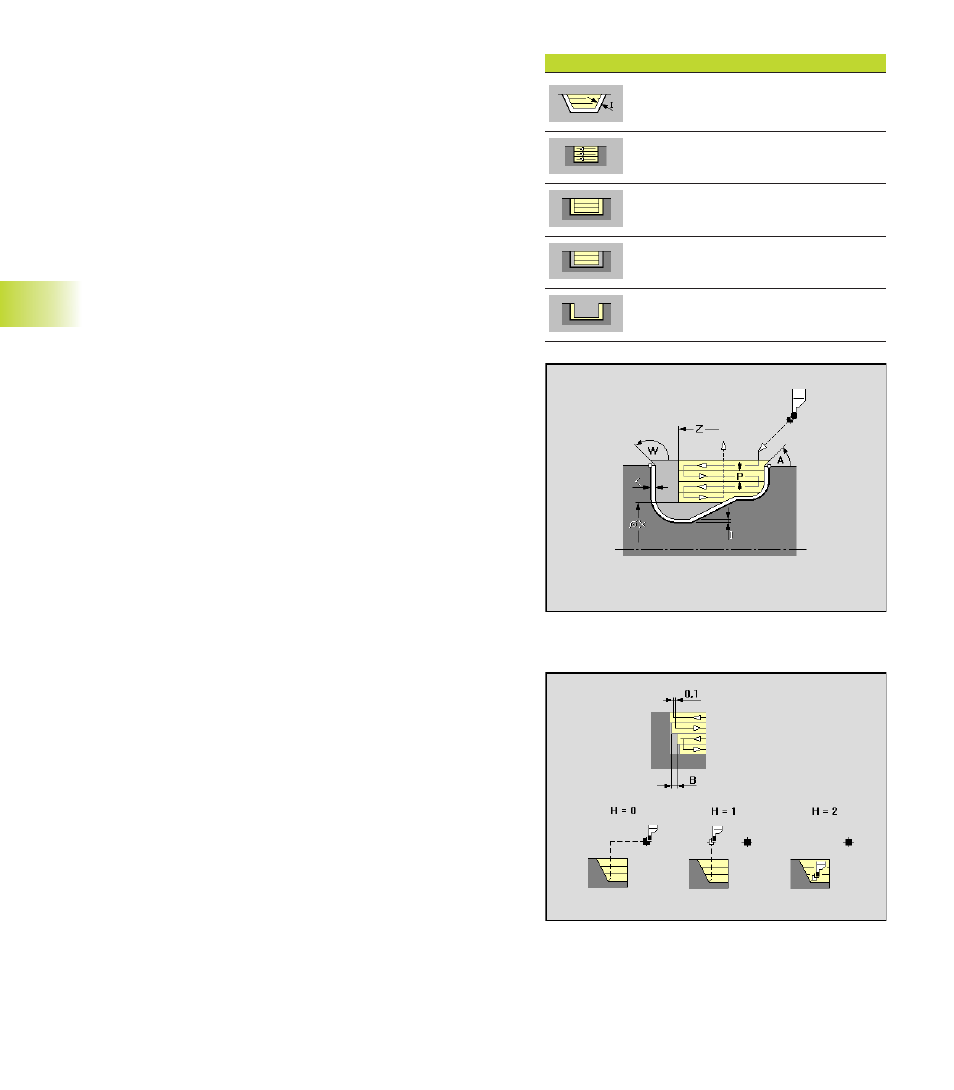
Stechdrehen (G869)
Der CNC PILOT zerspant das Material mit alternierenden Einstech-
und Schruppbewegungen.
Parameter
P:
maximale Schnitttiefe
R:
Tiefenkorrektur – Abhängig vom Material, der Vorschubge-
schwindigkeit etc. „verkippt“ die Schneide bei der Drehbe-
arbeitung. Diesen Zustellungsfehler korrigieren Sie mit der
„Drehtiefenkorrektur R“. Die Korrektur wird in der Regel
empirisch ermittelt.
B:
Versatzbreite – Ab der zweiten Zustellung wird beim Über-
gang von der Dreh- zur Stechbearbeitung die zu zerspanen-
de Strecke um die „Versatzbreite B“ reduziert. Bei jedem
weiteren Übergang von der Dreh- zur Stechbearbeitung an
dieser Flanke erfolgt die Reduzierung um „B“ – zusätzlich
zu dem bisherigen Versatz. Das verbleibende Restmaterial
wird am Ende des Vorstechens mit einem Stechhub
zerspant.
A, W:
Anfahrwinkel, Abfahrwinkel – Bezug: Z-Achse – default:
entgegen der Einstechrichtung
X, Z:
Schnittbegrenzung
Aufmaßart einstellen: per Softkey
I, K:
unterschiedliches Längs-/Plan-Aufmaß
I:
konstantes Aufmaß – generiert „Aufmaß G58“ vor dem Zy-
klus
S:
(Unidirektional/) Bidirektional – Einstellung per Softkey
Das Vorstechen erfolgt:
■
Ja (S=0): bidirektional
■
Nein (S=1): unidirektional in der bei der Selektion des
Bearbeitungsbereichs festgelegten Richtung
O:
Stechvorschub – default: aktiver Vorschub
E:
Schlichtvorschub – default: aktiver Vorschub
H:
Freifahrart bei Zyklusende
■
H=0: zurück zum Startpunkt (axial: erst Z- dann X-Rich-
tung; radial: erst X- dann Z-Richtung)
■
H=1: positioniert vor der fertigen Kontur
■
H=2: hebt auf Sicherheitsabstand ab und stoppt
Ablauf: Einstellung per Softkey
■
Vorstechen und Schlichten in einem Arbeitsgang
■
nur Vorstechen
■
nur Schlichten
Softkeys „Stechdrehen“
Längs-/Plan-Aufmaß oder konstantes
Aufmaß einstellen
Unidirektional/Bidirektional
Vorstechen und Schlichten
Vorstechen
Schlichten
6.12 Int
er
aktiv
e
Arbeitsplang
ener
ier
ung (IA
G)