7 dr ehzyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 136
4 DIN PLUS
124
Fortsetzung nächste Seite
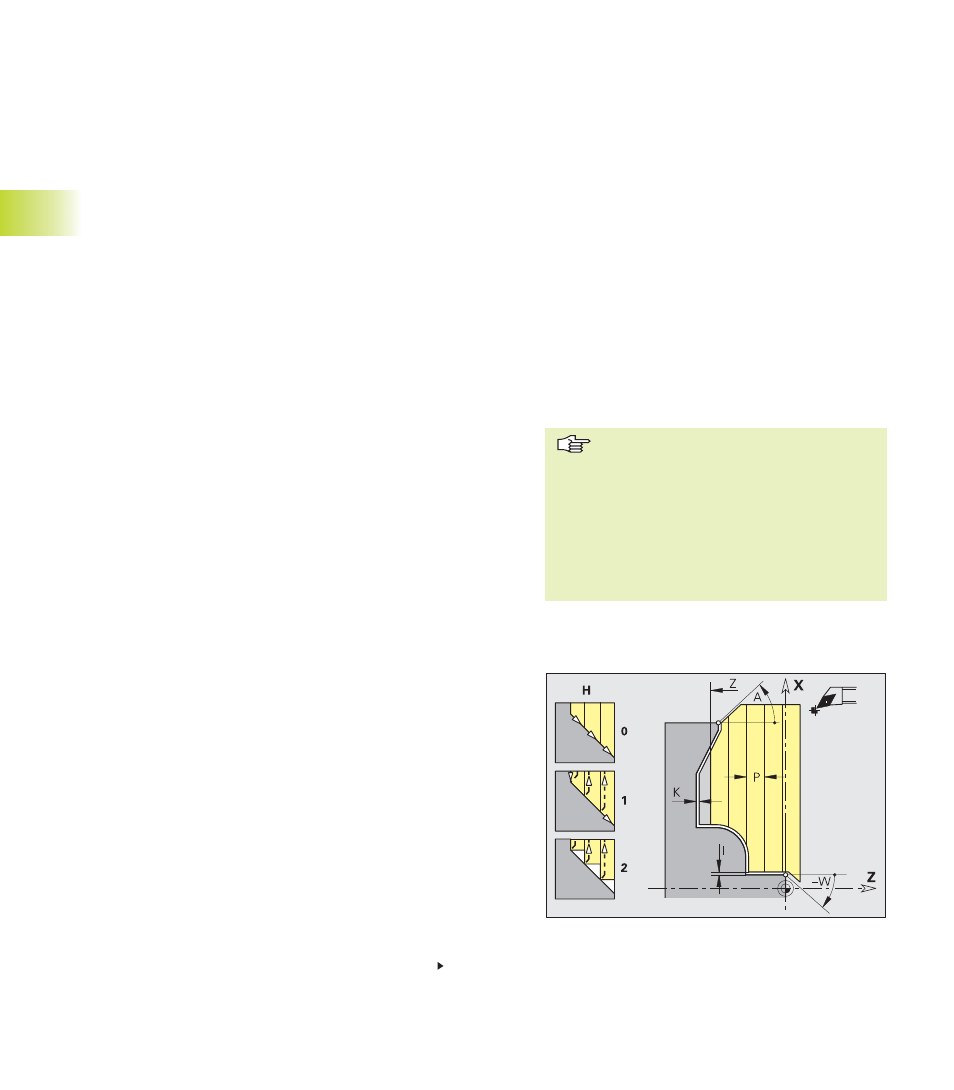
Plan-Schruppen G820
G820 zerspant den durch „NS, NE" beschriebenen Konturbereich.
Der CNC PILOT erkennt anhand der Werkzeugdefinition, ob eine
Außen- oder Innenbearbeitung vorliegt. Mit „NS – NE“ legen Sie
die Bearbeitungsrichtung fest.
Besteht die zu bearbeitende Kontur aus einem Element, gilt:
■
ausschließlich NS programmiert: Bearbeitung in Kontur-
Definitionsrichtung
■
NS und NE programmiert: Bearbeitung entgegen Kontur-
Definitionsrichtung
Gegebenenfalls wird die Zerspanungsfläche in mehrere Bereiche
unterteilt (zum Beispiel bei Konturtälern).
Die einfachste Form der Programmierung besteht in der Angabe
von NS, NE und P.
Parameter
NS:
Anfang--Satznummer (Beginn des Konturabschnitt)
NE:
Ende-Satznummer (Ende des Konturabschnitt)
P:
maximale Zustellung
I:
Aufmaß in X-Richtung (Durchmessermaß) – default: 0
K:
Aufmaß in Z-Richtung – default: 0
E:
Eintauchverhalten
■
E=0: fallende Konturen nicht bearbeiten
■
E>0: Eintauchvorschub
■
keine Eingabe: Vorschubreduzierung abhängig vom Ein-
tauchwinkel – maximal 50%
X:
Schnittbegrenzung in X-Richtung (Durchmessermaß) – default:
keine Schnittbegrenzung
Z:
Schnittbegrenzung in Z-Richtung – default: keine Schnitt-
begrenzung
H:
Abfahrart – default: 0
■
H=0: spant nach jedem Schnitt entlang der Kontur
■
H=1: hebt unter 45° ab; Konturglättung nach dem letzten
Schnitt
■
H=2: hebt unter 45° ab – keine Konturglättung
A:
Anfahrwinkel (Bezug: Z-Achse) – default: 90°/270° (rechtwink-
lig zur Z-Achse)
W:
Abfahrwinkel (Bezug: Z-Achse) – default: 0°/180° (parallel zur
Z-Achse)
Q:
Freifahrart bei Zyklusende – default: 0
■
Q=0: zurück zum Startpunkt (erst Z- dann X-Richtung)
■
Q=1: positioniert vor der fertigen Kontur
■
Q=2: hebt ab auf Sicherheitsabstand und stoppt
V:
Kennung Anfang/Ende – default: 0
Eine Fase/Verrundung wird bearbeitet:
■
V=0: am Anfang und am Ende
■
V=1: am Anfang
■
V=2: am Ende
4.7 Dr
ehzyklen
Zyklusablauf
1 errechnet die Zerspanungsbereiche und die
Schnittaufteilung (Zustellung)
2 stellt vom Startpunkt aus für den ersten Schnitt
unter Berücksichtigung des Sicherheitsabstandes
zu (erst X-, dann Z-Richtung)
3 fährt im Vorschub bis zum X-Zielpunkt
4 abhängig von „H“:
■
H=0: spant entlang der Kontur
■
H=1 oder 2: hebt in 45° ab
5 fährt im Eilgang zurück und stellt für den nächsten
Schnitt zu
6 wiederholt 3...5, bis „Zielpunkt Z“ erreicht ist
7 wiederholt gegebenenfalls 2...6 bis alle
Zerspanungsbereiche bearbeitet sind
8 wenn H=1: glättet die Kontur
9 fährt so wie in „Q“ programmiert frei
Schneidenradiuskorrektur: wird durch-
geführt
G57-Aufmaß: „vergrößert“ die Kontur
(auch Innenkonturen)
G58-Aufmaß:
■
>0: „vergrößert“ die Kontur
■
<0: wird nicht verrechnet
G57-/G58-Aufmaße werden nach
Zyklusende gelöscht