1 w e rk z eug-d at enbank – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 390
8 Betriebsmittel
378
8.1 W
e
rk
z
eug-D
at
enbank
Beispiel WZ-Typ 311
Parameter Dialogbox 2
G
S
TP
WZ-H. DIN: Typ des Werkzeughalters
–
•
–
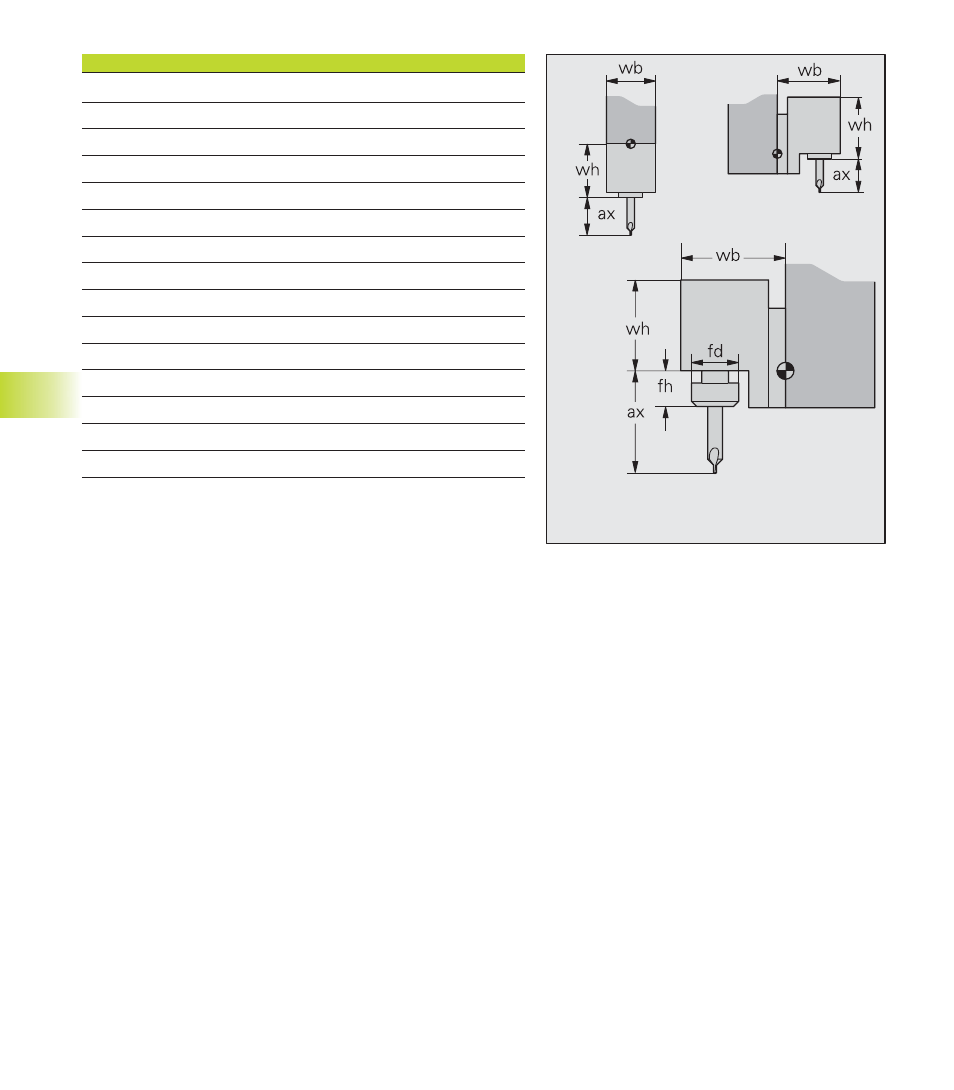
WZ-H. Hö (wh): Höhe des Werkzeughalters
–
•
–
WZ-H. Br (wb): Breite des Werkzeughalters
–
•
–
Futt.Dm (fd): Durchmesser des Spannfutters
–
*1
–
Futt.Hö (fh): Höhe des Spannfutters
–
*1
–
Ausk.lg (ax): Auskraglänge
–
•
–
Steigng (hb): Gewindesteigung
•
–
•
Passungsq(ualität): siehe Festwortliste *2
–
–
•
Verfügb.: physische Verfügbarkeit
–
–
•
Bildnummer
–
•
–
Schneidst(off)
–
–
•
CSP-Korr.: Korrekturfaktor Schnittgeschwindigkeit
–
–
•
FDR-Korr.: Korrekturfaktor Vorschub
–
–
•
Deep-Korr.: Korrekturfaktor Schnitttiefe
–
–
•
Aufnahmetyp
•
–
•
Festwortliste „Passungsqualität“:
■
H6
■
H7
■
H8
■
H9
■
H10
■
H11
■
H12
■
H13
*1 – Spannfuttermaße
■
Halter F, K: „fd, fh“ dienen der Halterbemaßung
■
andere Halter: bei fd=0, fh=0 wird kein Spannfutter dargestellt
*2: Die automatische Werkzeugwahl von TURN PLUS prüft „Pas-
sungsqualität“ definiert/ nicht definiert – es erfolgt keine detaillierte
Auswertung.
G: Grunddaten
S: Werkzeugdarstellung (Simulation)
TP: TURN PLUS
siehe auch:
■
„
8.1.4 Multi-Werkzeuge, Standzeitüberwachung“ (Parameter
der dritten Dialogbox)
■
„
8.1.5 Hinweise zu Werkzeugdaten“
■
„
8.1.6 Werkzeughalter, Aufnahmeposition“