5 bearbeit ungs-p ar amet er – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 375
HEIDENHAIN CNC PILOT 4290
363
7.5 Bearbeit
ungs-P
ar
amet
er
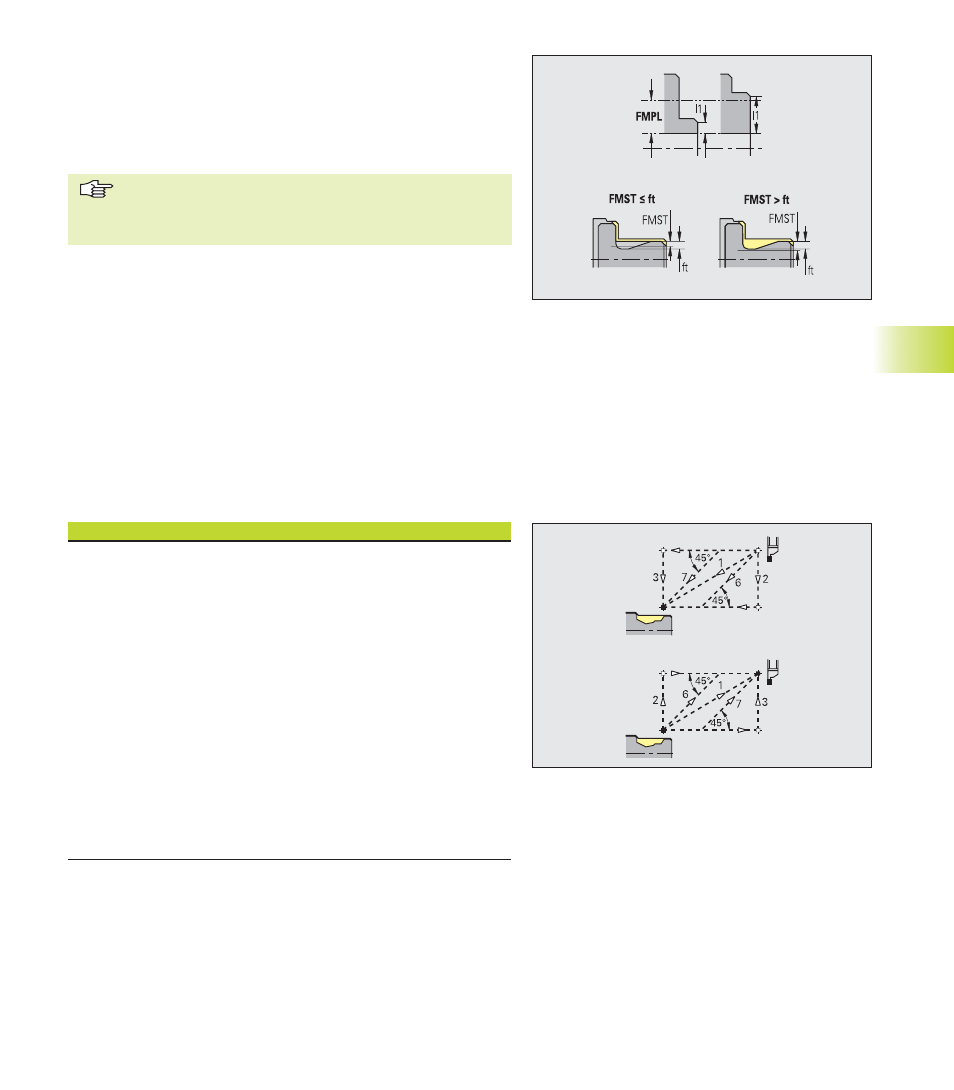
Schlichten – Bearbeitungsanalyse
■
Minimale Planlänge [FMPL] – TURN PLUS untersucht das vorder-
ste Element der zu schlichtenden Außenkontur. Es gilt:
■
Fertigteil mit Innenkontur:
■
FMPL >= l1: ohne extra Planschnitt
■
FMPL < l1: mit extra Planschnitt
■
Fertigteil ohne Innenkontur: immer mit extra Planschnitt
■
Der extra Planschnitt wird von außen nach innen durch-
geführt.
■
Die „Planwinkelabweichung PWA“ hat keinen Einfluss
auf die Analyse der Planelemente.
■
Maximale Schlichtschnittiefe [FMST] – definiert die zulässige
Eintauchtiefe für unbearbeitete Freistiche. Der Schlichtzyklus
(G890) entscheidet anhand dieses Parameters, ob Freistiche
(Form E, F, G) im Konturschlichtbearbeitungsgang bearbeitet wer-
den. Es gilt:
■
FMST > ft: mit Freistichbearbeitung (ft: Freistichtiefe)
■
FMST <= ft: ohne Freistichbearbeitung
■
Anzahl Umdrehungen bei Fase oder Rundung [FMUR] – der Vor-
schub wird soweit reduziert, dass mindestens FMUR Umdrehun-
gen ausgeführt werden (Auswertung: Schlichtzyklus G890).
6 – Ein- und Konturstechen
Einstechen – An- und Abfahren
■
Anfahren Außeneinstechen [ANESA]
■
Anfahren Inneneinstechen [ANESI]
■
Abfahren Außeneinstechen [ABESA]
■
Abfahren Inneneinstechen [ABESI]
Konturstechen – An- und Abfahren
■
Anfahren Außenkonturstechen [ANKSA]
■
Anfahren Innenkonturstechen [ANKSI]
■
Abfahren Außenkonturstechen [ABKSA]
■
Abfahren Innenkonturstechen [ABKSI]
Anfahrart/Abfahrart:
■
1: X- und Z-Richtung gleichzeitig
■
2: erst X- dann Z-Richtung
■
3: erst Z- dann X-Richtung
■
6: Mitschleppen, X- vor Z-Richtung
■
7: Mitschleppen, Z- vor X-Richtung
An- und Abfahrbewegungen erfolgen im Eilgang (G0).