5 bearbeitungs-parameter, Bearbeitungs-parameter, 5 bearbeit ungs-p ar amet er – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 367
HEIDENHAIN CNC PILOT 4290
355
7.5 Bearbeit
ungs-P
ar
amet
er
Fortsetzung nächste Seite
7.5
Bearbeitungs-Parameter
Bearbeitungs-Parameter werden von der Arbeitsplan-
generierung (TURN PLUS) und verschiedenen
Bearbeitungszyklen genutzt.
1 – Globale Fertigteilparameter (Rauheit/Grenzwerte)
Alle Elemente des Fertigteils werden entsprechend „ORA und
ORW“ bearbeitet (Auswertung: Schlichtzyklus G890).
■
Art der Rauheit [ORA] – Art der Oberflächenrauheit
■
0:
ohne Rauheitsangabe
■
1 – Rt:
Rauhtiefe in [µm]
■
2 – Ra:
Mittenrauhwert in [µm]
■
3 – Rz:
gemittelte Rauhtiefe in [µm]
■
4 – Vr:
direkte Vorschubangabe in [mm/U]
■
Rauheitswerte [ORW]: Rauheit- oder Vorschubwerte
■
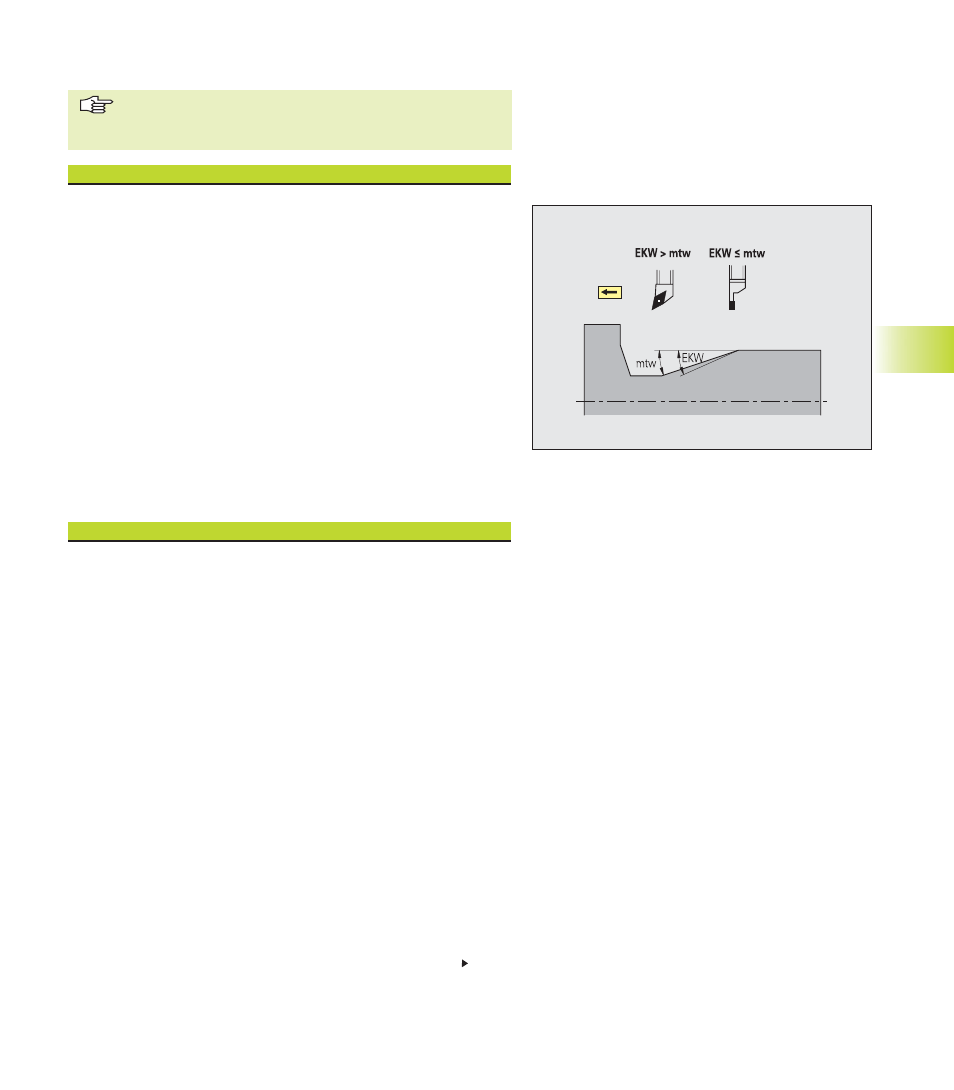
zulässiger Einwärtskopierwinkel [EKW]: Grenzwinkel bei eintau-
chenden Konturbereichen zur Unterscheidung zwischen Dreh-
oder Stechbearbeitung.
■
EKW > mtw: Freidrehung
■
EKW <= mtw: undefinierter Einstich (kein Formelement)
(mtw = Konturwinkel)
2 – Globale Technologieparameter
Werkzeugwahl, Werkzeugwechsel, Drehzahlbegrenzung
■
Werkzeug aus .. [WD] – Bei der Werkzeugwahl berücksichtigt
TURN PLUS:
■
1: die aktuelle Revolverbelegung
■
2: vorrangig die aktuelle Revolverbelegung aber zusätzlich die
Werkzeug-Datenbank
■
3: die Werkzeug-Datenbank
■
TURN PLUS Revolver [RNR] – Voraussetzung „WD=1 oder
WD=2“. RNR legt fest, auf welche Revolverbelegung zugegriffen
wird:
■
0: aktuelle Revolverbelegung der BA Maschine
■
1: TURN PLUS – eigene Revolverbelegung (siehe „
6.7.2 Werk-
zeugliste einrichten“)
■
Verfahrart zum Werkzeugwechselpunkt [WP] – legt die Anfahr-
art und die Position des Wechselpunktes fest. Die Reihenfolge, in
der die Achsen verfahren werden, definieren Sie in der IAG, bzw.
in den entsprechenden Bearbeitungs-Parametern bei der AAG.
■
1: Anfahren der Wechselposition mit Eilgangwegen (G0).
IAG – Definition der Anfahrart und Wechselposition: Menüpunkt
„Zyklus – Werkzeugwechselpunkt anfahren“