2 schnittdaten, 3 zyklus-spezifikation, 12 int er aktiv e arbeitsplang ener ier ung (ia g) – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 299
HEIDENHAIN CNC PILOT 4290
287
Bearbeitungsrichtung bei Bereichs-Selektion:
■
per Taste oder Softkey: die Reihenfolge der Selektion
bestimmt die Bearbeitungsrichtung
■
Touch-Pad:
linke Maustaste – Bearbeitungsrichtung in Konturer-
stellungsrichtung;
rechte Maustaste – Bearbeitungsrichtung entgegen
Konturerstellungsrichtung
6.12.2 Schnittdaten
■
Schnittgeschwindigkeit, Haupt- und Nebenvor-
schub: werden anhand des Werkstoffs und der
Werkzeugdaten ermittelt – prüfen/optimieren Sie
die Werte
■
maximale Schnittiefe P: wird als Zyklus-Parameter
übernommen.
■
Kühlmittel, Kühlmittelkreislauf definieren: Nut-
zung festgelegen
6.12 Int
er
aktiv
e
Arbeitsplang
ener
ier
ung (IA
G)
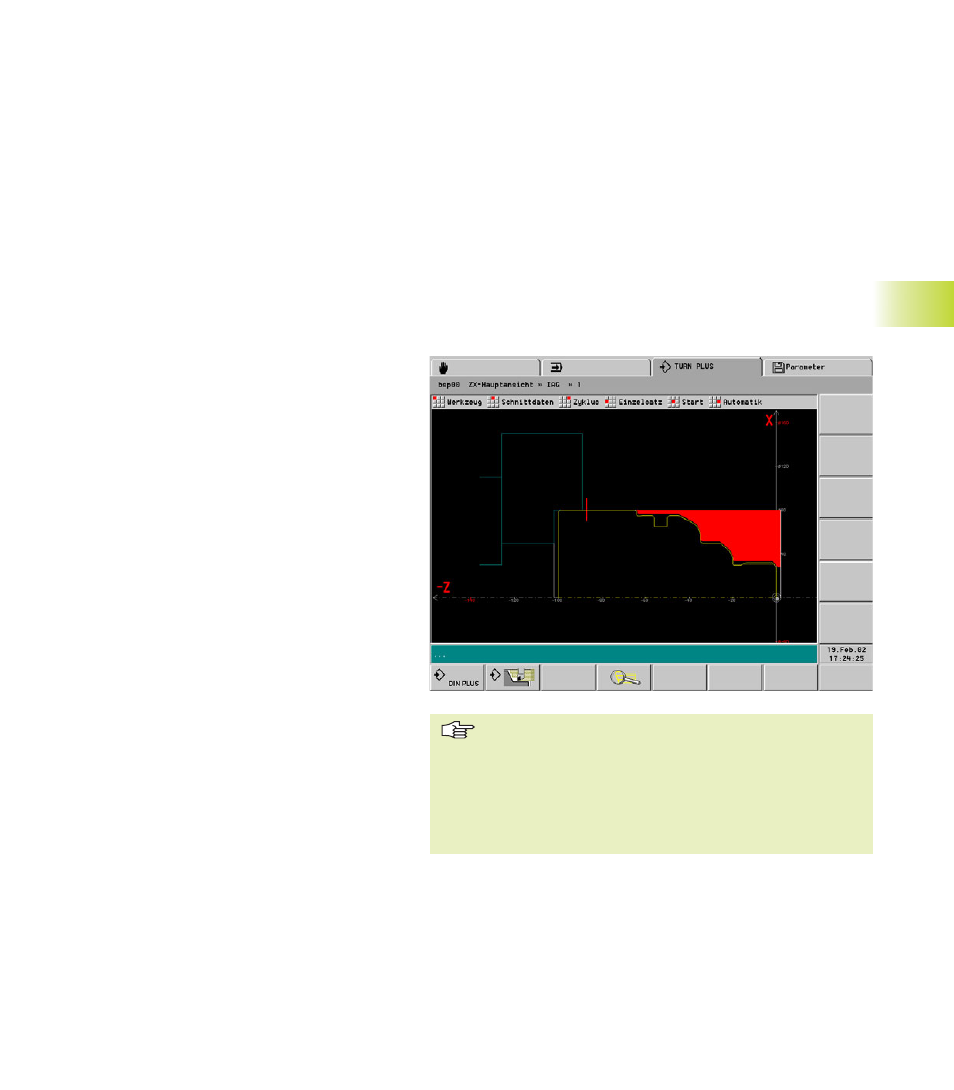
6.12.3 Zyklus-Spezifikation
Menüpunkt „Zyklus – ...“
Bearbeitungsbereich: Stellen Sie den zu zerspanen-
den Bereich per Bereichs-Selektion ein.
Zyklus-Parameter: Prüfen/optimieren Sie die Para-
meter.
Anfahren: Das Werkzeug fährt im Eilgang von der
aktuellen Position zur Anfahrposition – bevor der Zy-
klus aufgerufen wird.
Die Bohr- und Gewindezyklen beinhalten kein „An-
fahren“. Stellen Sie das Werkzeug mit „Anfahren“
auf eine geeignete Position.
Freifahren: Das Werkzeug fährt nach Abschluss des
Zyklus im Eilgang zur Freifahrposition.
Werkzeugwechselpunkt anfahren: Das Werkzeug
fährt nach Abschluss des Zyklus bzw. nach dem
„Freifahren“ im Eilgang zur Wechselposition. Die in
der Dialogbox festgelegte Wechselposition wird nur
bei „WP=1“ (Bearbeitungs-Parameter 2) ausgewer-
tet.
Die Verfahrart (G0 oder G14) und die Wechselposi-
tion werden in Bearbeitungs-Parameter 2 festge-
legt.