12 int er aktiv e arbeitsplang ener ier ung (ia g) – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 313
HEIDENHAIN CNC PILOT 4290
301
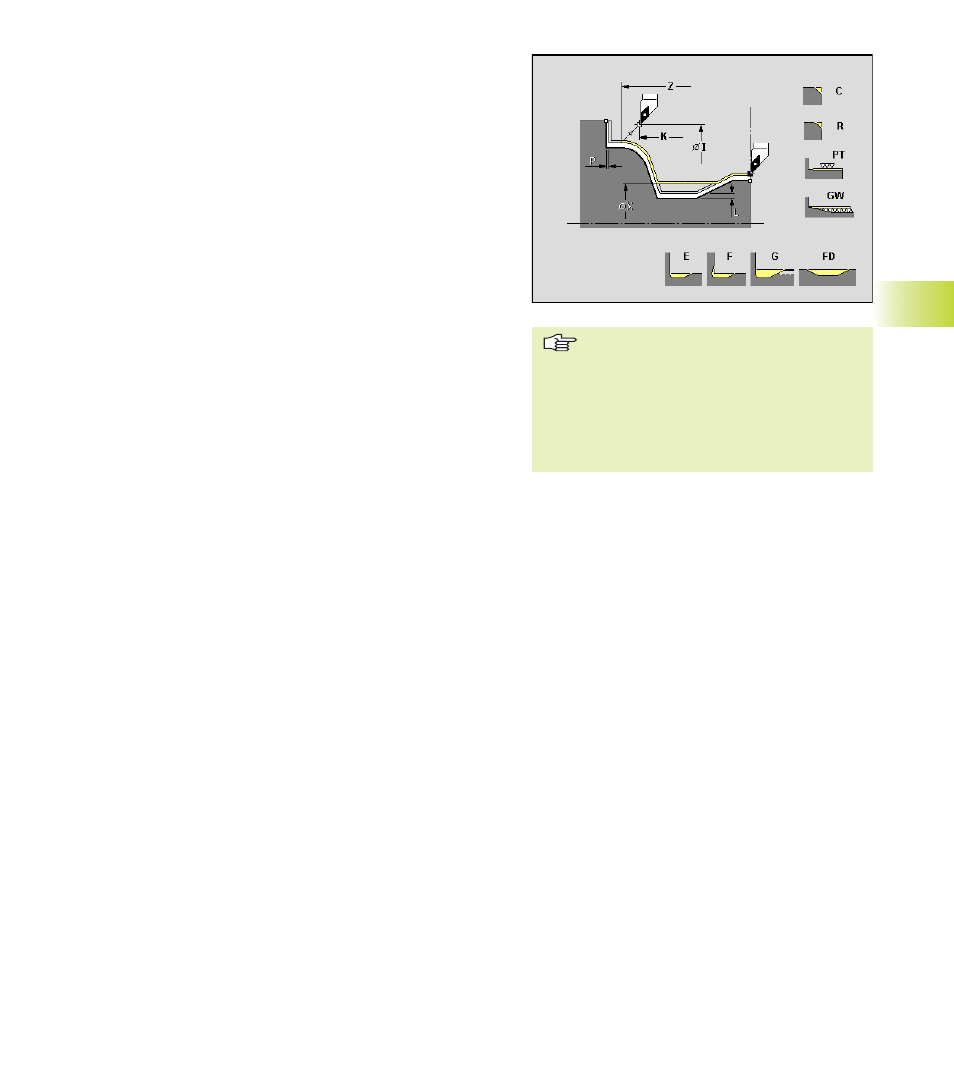
Schlichten – Konturbearbeitung (G890)
Der selektierte Konturbereich wird konturparallel in einem Schlicht-
schnitt unter Berücksichtigung von Fasen, Verrundungen und Frei-
stichen bearbeitet.
Bei Fasen/Verrundungen gilt:
■
Attribut „Rauhtiefe/Vorschub“ nicht programmiert: Der CNC PILOT
führt eine automatische Vorschubreduzierung durch. Es werden
mindestens „FMUR“ Umdrehungen (Bearbeitungs-Parameter 5)
ausgeführt.
■
Attribut „Rauhtiefe/Vorschub“ programmiert: keine Vorschubredu-
zierung
■
Bei Fasen/Verrundungen, die aufgrund der Größe mit mindestens
„FMUR“ Umdrehungen (Bearbeitungs-Parameter 5) bearbeitet
werden, findet keine Vorschubreduzierung statt.
Parameter
X, Z:
Schnittbegrenzung
Aufmaßart einstellen: per Softkey
L, P:
unterschiedliches Längs-/Plan-Aufmaß – generiert „Aufmaß
G57“ vor dem Zyklus
L:
konstantes Aufmaß – generiert „Aufmaß G58“ vor dem Zy-
klus
Eintauchen: fallende Konturen bearbeiten ?
■
Ja
■
Nein
E:
reduzierter Eintauchvorschub bei fallenden Konturen
Anfahren:
■
Ja: „Anfahrart Q“ per Softkey einstellen
■
Nein (Q=3): Werkzeug ist in der Nähe des Anfangspunk-
tes
Q:
Anfahrart – per Softkey einstellen
Freifahren:
■
Ja: „Freifahrart H“ per Softkey einstellen
■
Nein (H=4): Werkzeug bleibt auf der Endkoordinate ste-
hen
H:
Freifahrart – per Softkey einstellen
I, K:
Freifahrposition bei H=0, 1 oder 2
Formelement-Bearbeitung mit ...: die zu bearbeitenden Form-
elemente, Fasen, etc. per Softkey einstellen
Der CNC PILOT ermittelt den Vorschlags-
wert der „Freifahrtposition I,K“ abhängig
davon ob Sie „Zyklus – Anfahren“ pro-
grammieren:
■
programmiert: Position aus „Zyklus –
Anfahren“
■
nicht programmiert: Position des
Werkzeugwechselpunkts
6.12 Int
er
aktiv
e
Arbeitsplang
ener
ier
ung (IA
G)