5 bearbeit ungs-p ar amet er – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 374
7 Parameter und Betriebsmittel
362
7.5 Bearbeit
ungs-P
ar
amet
er
■
Anfahren Außenschlichten [ANFA]
■
Anfahren Innenschlichten [ANFI]
■
Abfahren Außenschlichten [ABFA]
■
Abfahren Innenschlichten [ABFI]
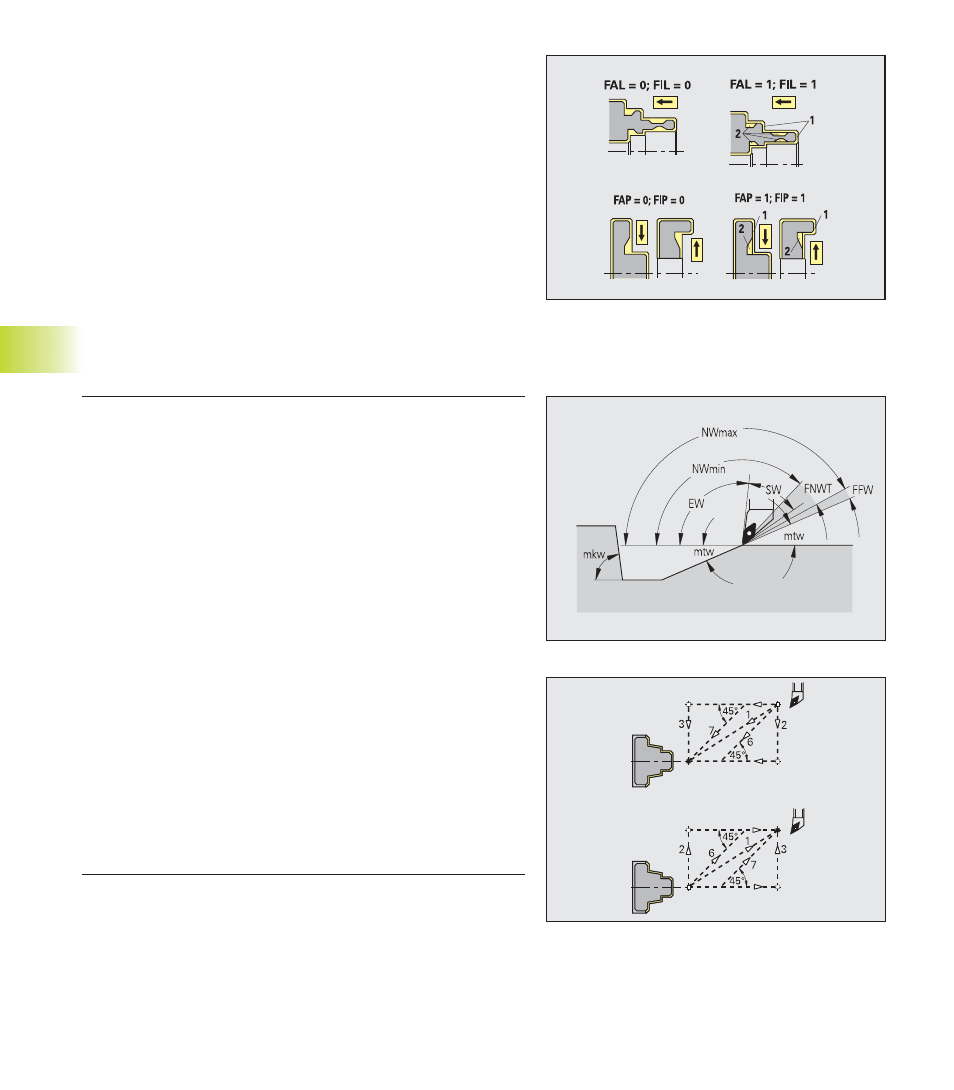
Anfahrart/Abfahrart:
■
1: X- und Z-Richtung gleichzeitig
■
2: erst X- dann Z-Richtung
■
3: erst Z- dann X-Richtung
■
6: Mitschleppen, X- vor Z-Richtung
■
7: Mitschleppen, Z- vor X-Richtung
An- und Abfahrbewegungen erfolgen im Eilgang (G0).
Folgende Parameter legen die Bearbeitung der Konturbereiche
fest:
■
Standard/Komplett – Außen/Längs [FAL]
■
Standard/Komplett – Innen/Längs [FIL]
■
Standard/Komplett – Außen/Plan [FAP]
■
Standard/Komplett – Innen/Plan [FIP]
Eingabe:
■
0 – Komplett-Schlichtbearbeitung: TURN PLUS sucht das optimale
Werkzeug zur Bearbeitung des kompletten Konturbereichs.
■
1 – Standard-Schlichtbearbeitung:
■
Wird vorrangig mit Standard-Schlichtwerkzeugen durchgeführt.
Freidrehungen und Freistiche werden mit geeignetem Werkzeug
bearbeitet.
■
Ist das Standard-Schlichtwerkzeug nicht für Freidrehungen und
Freistiche geeignet, unterteilt TURN PLUS in Standardbearbeitun-
gen und Bearbeitung der Formelemente.
■
Ist die Aufteilung in Standard- und Formelementbearbeitung
nicht erfolgreich, schaltet TURN PLUS auf „Komplettbearbeitung“
um.
Schlichten – Werkzeugtoleranzen, An- und Abfahren
Für die Werkzeugwahl gilt:
■
Einstellwinkel (EW): EW >= mkw (mkw: ansteigender Kontur-
winkel)
■
Einstell- (EW) und Spitzenwinkel (SW):
NWmin < (EW+SW) < NWmax
■
Nebenwinkel (FNWT): FNWT = NWmax – NWmin
■
Nebenwinkeltoleranz [FNWT] – Toleranzbereich für Werkzeug-
nebenschneide
■
Freischnittwinkel [FFW] – minimale Differenz Kontur – Neben-
schneide