9 bohrzyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 156
4 DIN PLUS
144
4.9 Bohrzyklen
Aufbohren, Senken G72
Einsatz von G72: Aufbohren, Senken, Reiben, NC-Anbohren oder
Zentrieren für axiale/radiale Bohrungen mit feststehenden oder an-
getriebenen Werkzeugen.
G72 wird eingesetzt für Bohrungen mit Konturbeschreibung (Einzel-
bohrung oder Lochmuster) der Programmabschnitte:
■
STIRN
■
RUECKSEITE
■
MANTEL
Parameter
NS:
Satznummer Kontur der Bohrung (G49-, G300- oder G310-
Geo)
E:
Verweilzeit (zum Freischneiden am Bohrungsende) – default: 0
D:
Rückzuggeschwindigkeit – default: 0
■
D=0: Eilgang
■
D=1: Vorschub
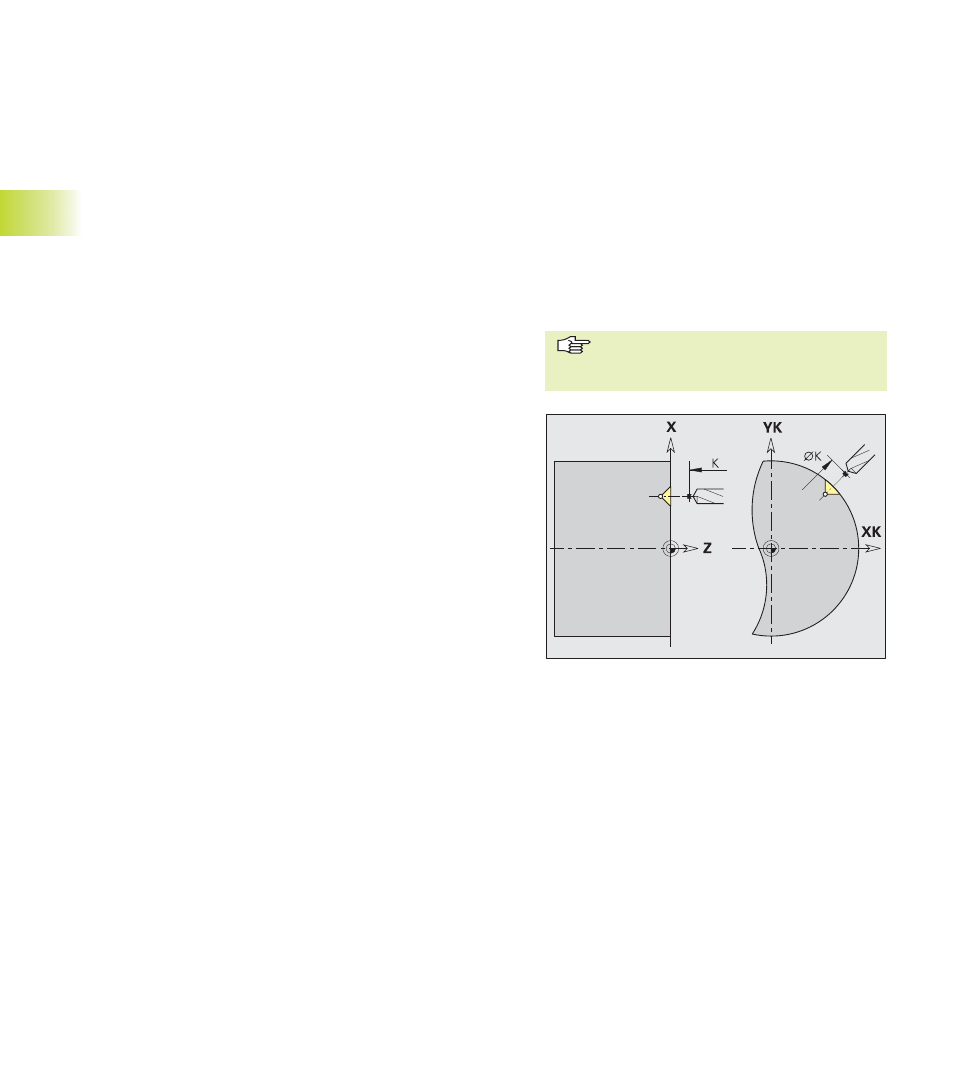
K:
Rückzugsebene (radiale Bohrungen, Bohrungen YZ-Ebene:
Durchmessermaß) – default: zur Startposition bzw. auf Sicher-
heitsabstand
Zyklusablauf
1 fährt abhängig von „K“ im Eilgang den „Start-
punkt“ an:
■
K nicht programmiert: fährt bis auf Sicherheits-
abstand an
■
K programmiert: fährt auf die Position „K“ und
fährt dann auf Sicherheitsabstand an
2 bohrt mit Vorschubreduzierung (50%) an
3 fährt im Vorschub bis Bohrungsende
4 Rückzug – im Eilgang/Vorschub abhängig von „D“
5 Rückzugsposition ist abhängig von „K“:
■
K nicht programmiert: Rückzug auf den „Start-
punkt“
■
K programmiert: Rückzug auf die Position „K“
Lochmuster: „NS" zeigt auf die Kontur
der Bohrung (nicht auf die Musterdefini-
tion).