2 konturen der mantelfl™che, 2 konturen der mantelfläche, 6 c-a c hs-k ont ur en – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 261
HEIDENHAIN CNC PILOT 4290
249
6.6.2 Konturen der Mantelfläche
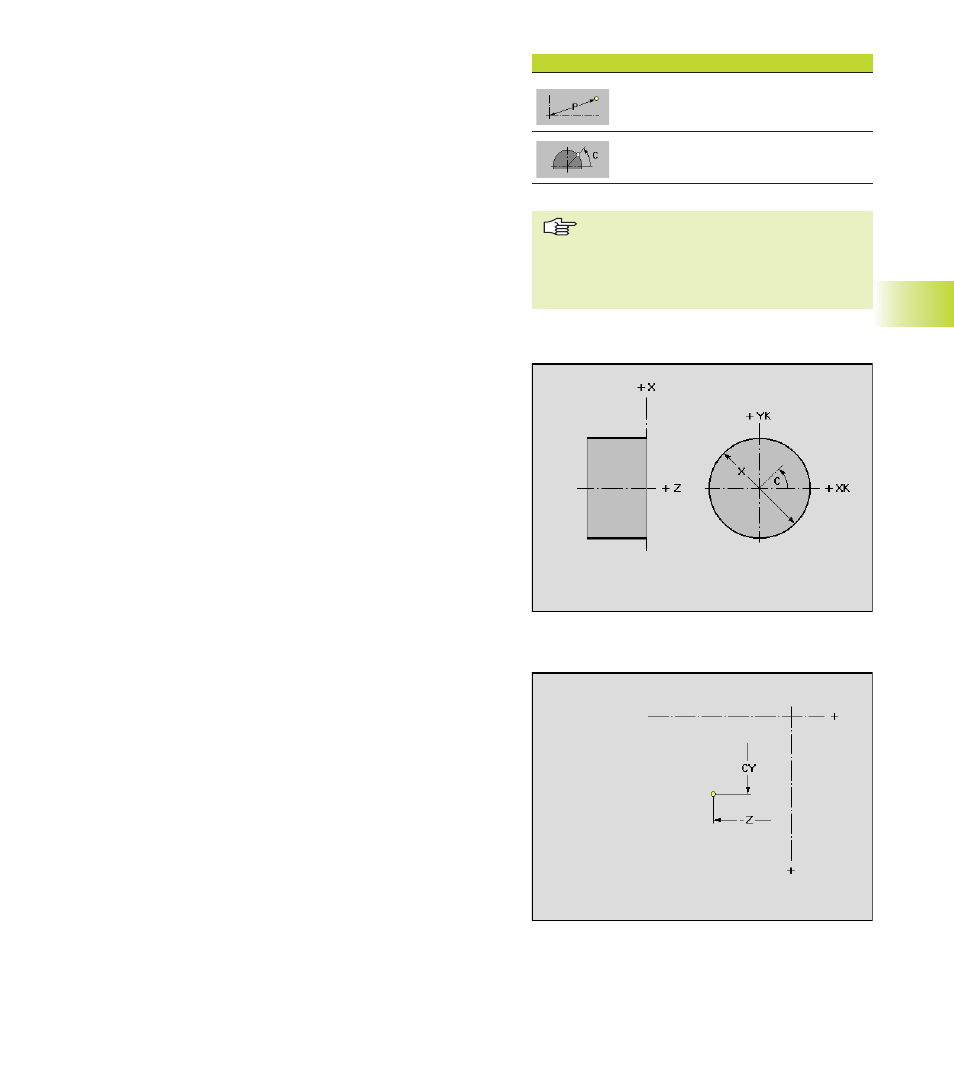
Kartesische oder polare Vermaßung
Das „Streckenmaß CY“ bezieht sich auf die Mantelabwicklung bei
„Bezugsdurchmesser".
Frästiefe
Bei Figuren wird die „Tiefe P“ als Parameter eingegeben. Wenn Sie
Fräskonturen mit Einzelelementen beschreiben, öffnet TURN PLUS
nach Abschluss der Kontureingabe die Dialogbox „Tasche/Kontur“, in
der die „Tiefe P“ abgefragt wird.
„Tiefe P“ > 0 definiert eine „Tasche“.
Startpunkt Mantelflächenkontur
Mit Kontur legen Sie den Startpunkt fest.
Parameter
Z:
Anfangspunkt der Kontur
P:
Anfangspunkt der Kontur – polar
CY:
Anfangspunkt der Kontur – Winkel als „Streckenmaß"
C:
Anfangspunkt der Kontur – Winkel
Lage der Konturen auf der Mantelfläche
TURN PLUS übernimmt die selektierte „Bezugsfläche“ und schlägt
sie als „Bezugsdurchmesser“ vor.
Dialogbox „Bezugsdaten“
X:
Bezugsdurchmesser
Softkeys „Vermaßung Mantelfläche“
Polare Vermaßung
Winkel oder Winkel als Steckenmass
Polare Vermaßung (Parameter „P“):
■
„P“ bezieht sich auf die abgewickelte
Mantelfläche.
■
Wählen Sie die Lösung aus, wenn sich
zwei Lösungsmöglichkeiten ergeben.
6.6 C-A
c
hs-K
ont
ur
en